製造業の段取り替え時間短縮|SMEDで多品種少量生産の利益を伸ばす
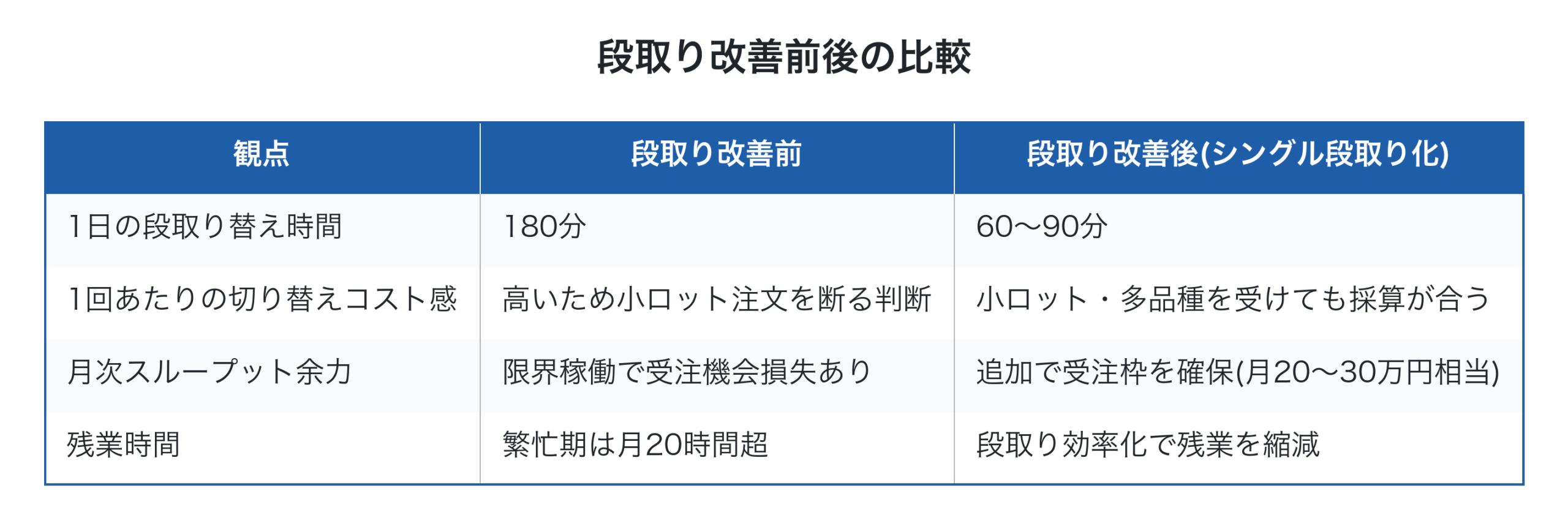
「1日のうち、機械が止まっている時間が思った以上に長い」「段取り替えに2時間かかるから、小ロットの注文は赤字になる」。多品種少量生産が中心の中小製造業では、こうした声がよく聞かれます。段取り替えの時間を半分に、さらに10分以内のシングル段取りまで短縮できれば、同じ設備でも受注余力が増え、案件あたりの利益も改善します。本記事では、SMED(段取り替え時間短縮)の進め方と、中小製造業が費用対効果を判断するための数値の組み立て方を解説します。
目次
段取り替え時間が利益を圧迫する構造
機械の稼働時間は「正味加工時間」と「段取り替え時間」「待ち時間」に分かれます。多品種少量・個別受注では切り替え頻度が高いため、段取り替え時間の割合が大きくなり、設備の付加価値産出時間が削られます。
公正取引委員会・特別調査(令和7年)の中央値によれば、原材料費の価格転嫁率は80%まで進んだ一方、労務費は30%、エネルギーコストは50%にとどまっています。原材料は値上げを通せても、賃上げ原資となる労務費は転嫁が進んでいない。だからこそ、社内で時間あたりの付加価値を上げる工夫(段取り改善)が、賃上げと利益確保の現実的な手段になります。
会社全体の損益で考えると、段取り替え時間の短縮は「同じ固定費でより多くの付加価値を生み出す」ことに直結します。労務費・設備費という固定費は短期では減らせないため、稼働時間あたりの付加価値を増やすほうが、利益への寄与が大きくなります。
SMEDの基本ステップ|内段取りを外段取りへ
SMED(Single Minute Exchange of Die)は、段取り替えを10分以内(シングル=1桁分)で完了させる手法群の総称です。改善の出発点は「内段取り」と「外段取り」の区別にあります。
- 内段取り: 機械を止めないとできない作業(治具の取り付け、加工原点出し等)
- 外段取り: 機械が動いている間にできる作業(次工程の図面準備、工具・材料運搬等)
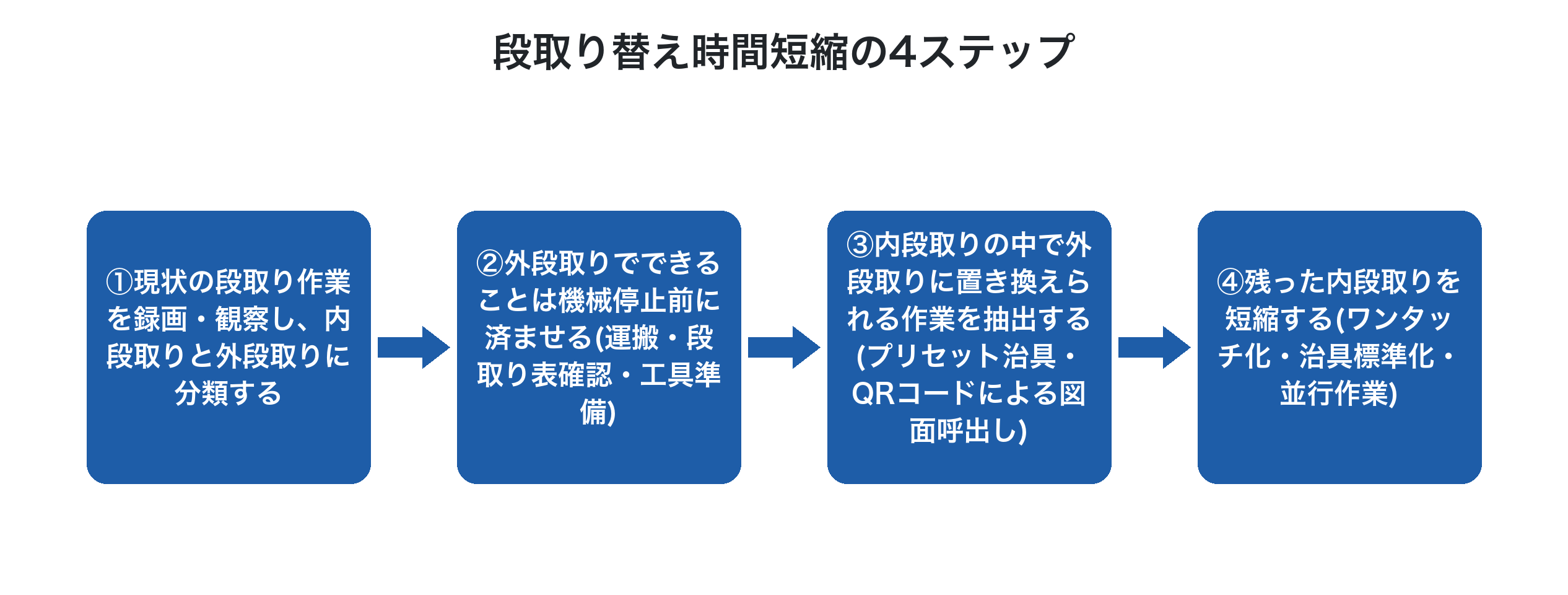
中小製造業の現場では、いきなりシングル段取り(10分以内)を目指すよりも、まず「内段取りを半分にする」段階目標から入るのが現実的です。録画して全員で見直すだけで、ムダな歩行・道具探し・確認作業が20〜30%は見つかります。
段取り改善で取り組みやすい施策
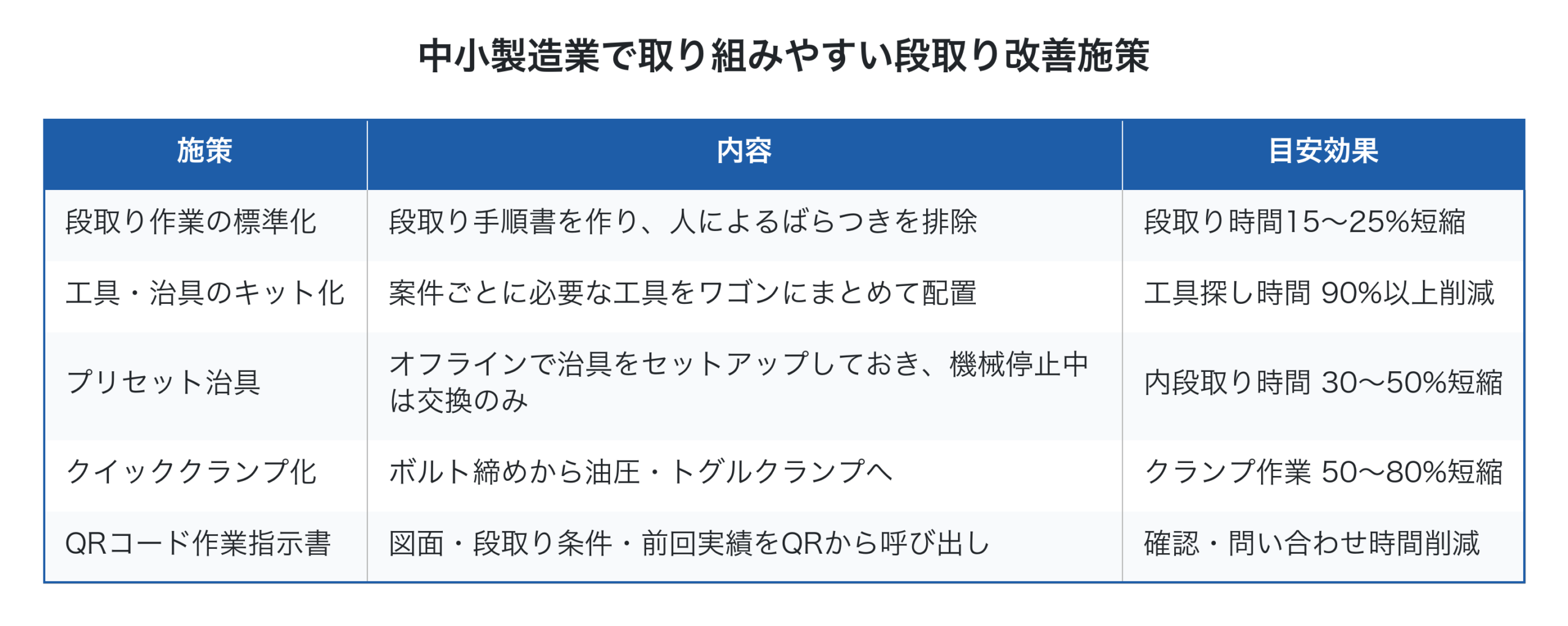
これらは大規模な設備投資を伴わずに着手できる施策が多く、町工場でも比較的早期に効果が出ます。
多品種少量生産での費用対効果の出し方
「段取り改善は良さそうだけれど、社員の工数や治具製作費を投じる価値があるのか」。経営判断には、現場の感覚ではなく数字で評価する必要があります。
会社全体の損益で考えると、段取り改善の効果は「スループット(売上 − 真の変動費=材料費+外注費)の増加」として現れます。労務費は固定費なので、改善で空いた時間を別の受注で埋められれば、その案件のスループットがそのまま追加利益になります。
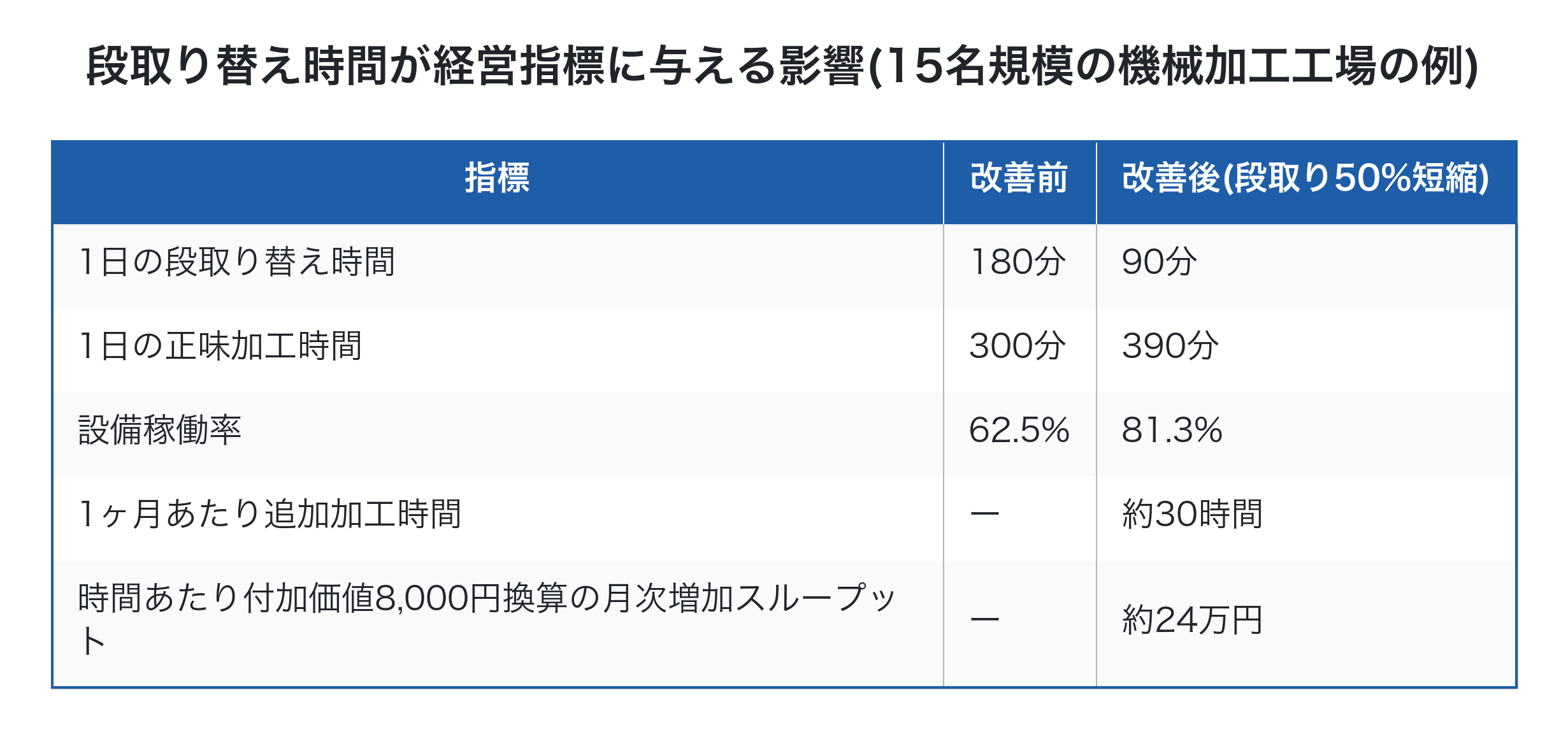
計算例|5名・機械加工A社のケース
前提:
- 月稼働日数: 20日、1日機械稼働時間: 8時間
- 現状の1日の段取り替え時間: 180分(3時間)、改善目標: 90分に短縮
- 機械別の時間あたり付加価値(スループット ÷ 稼働時間): 7,500円/時間
- 段取り改善への投資: 治具製作・工具キット整備で50万円、社内工数20時間(人件費換算 5万円)
- 合計投資額: 55万円
効果計算:
- 1日の追加加工可能時間: 90分 = 1.5時間
- 月の追加加工時間: 1.5時間 × 20日 = 30時間
- 月のスループット増加: 30時間 × 7,500円 = 22.5万円
- 投資回収期間: 55万円 ÷ 22.5万円 = 約2.4ヶ月
ただし、追加で空いた時間を「埋められる受注」がなければスループット増加は実現しません。営業部門との連携、もしくは内製化(これまで外注していた工程を引き取る)で、空き時間を有効活用する戦略をセットで検討する必要があります。
改善活動を継続させる仕組み
一度シングル段取り化を達成しても、人の入れ替わりや製品の追加で元に戻ってしまうケースは少なくありません。継続には以下の仕組みが有効です。
- 段取り時間の実績収集: 案件ごとの段取り開始・終了をデジタル記録し、月次で推移を可視化する
- 段取り条件の標準化と紐付け: 図面・QC工程表・段取り手順書を案件番号に紐付け、誰でも同じ品質で段取りできる状態を作る
- 時間あたり付加価値での評価: 単に「段取り時間」だけを追うのではなく、空いた時間でどれだけ付加価値を生んだかをKPIにする
- 改善提案の制度化: 現場からの段取り改善アイデアを月次レビューで取り上げ、効果検証する
関連記事として、作業日報を利益データに変える方法やQC工程表の作り方、作業指示書を効率化するアプリ活用も合わせて参考にしてください。段取り改善は、現場の記録・実績収集の仕組みとセットで初めて継続します。
Factory Advance による段取り改善の見える化
段取り改善の効果を経営指標まで結びつけるには、「案件ごとの工数実績」と「機械ごとの稼働時間」をデータで持つことが前提になります。手書きの作業日報やExcel集計では、月末にようやく状況が見えるか、そもそも段取り時間と加工時間が分離されていないことが多いのが実情です。
クラウド型生産管理システムFactory Advanceは、個別受注生産型の中小製造業向けに、案件単位の見積試算・実績登録・差異分析を一気通貫で支援します。QRコードで段取り開始・終了を打刻すれば、機械別・案件別の段取り時間が自動集計され、改善前後の効果を時間あたり付加価値ベースで比較できます。
「見積試算 → 実績登録 → 差異分析 → 改善」のサイクルを回すことで、段取り改善で得た時間枠を、次の見積精度向上や受注判断にそのまま反映できます。詳細はシステム詳細ページをご覧ください。
まとめ|段取り改善は固定費を「より多くの付加価値」に変える投資
段取り替え時間の短縮は、機械稼働時間を増やす単純な改善ではなく、固定費(労務費・設備費)から生み出す付加価値の総量を増やす経営施策です。シングル段取り化(10分以内)を最終目標にしつつ、まずは内段取り・外段取りの分類と工具キット化など、投資の小さい施策から着手するのが中小製造業に適したアプローチです。
費用対効果は「段取り改善で空く時間 × 時間あたり付加価値」で見積もり、空いた時間を埋める受注計画や内製化とセットで判断します。会社全体のスループットで効果を測ることで、現場の改善活動が経営の利益改善に直結する形を作れます。
参考文献
- 2025年版ものづくり白書(経済産業省)
- 中小企業・小規模事業者の価格交渉ハンドブック(改訂版)(中小企業庁)
- 本間峰一『誰も教えてくれない「工場の損益管理」の本質』日刊工業新聞社
- 一倉定『一倉定の社長学シリーズ⑤ 増収増益戦略』日本経営合理化協会出版局
投稿者プロフィール

-
株式会社イーポート 代表取締役
■ ITコーディネーター
■ キャッシュフローコーチ®
■ JRCA認定ISMS審査員補
■ 東京都中小企業向け
デジタル技術導入促進ナビゲーター
■ 中小企業庁「みらデジ」デジタル化支援者
兵庫県出身。大学卒業後、外資系コンピューターメーカーを経て2008年に会社設立。業務用システムの受託開発及び中小製造業向けのパッケージの開発・販売を行う。
最新の投稿
- 2026年5月27日製造業の多能工化、正しい進め方とは?属人化を解消し「儲かる工場」に変える5ステップ
- 2026年5月27日製造業の7つのムダ削減で利益が出ない理由|撲滅すべき「8番目のムダ」とは
- 2026年5月26日品質クレームはなぜ繰り返す?製造業の再発防止を阻む「見えない赤字」の正体と対策
- 2026年5月26日製造業のカイゼン提案が活性化しない3つの罠|「儲かる改善」に変える収益管理術