製造業の多能工化の進め方|スキルマップで育てる5段階
「あの工程はベテランのAさんしか触れない」「Bさんが休むと出荷が止まる」。中小製造業の現場でよく聞く悩みです。特定の人に作業が張り付くと、急な欠勤や受注変動に弱い体質が生まれます。多能工化は、こうした属人化を解消し、工程間の応援体制を作るための基本戦略です。ただし、やみくもにローテーションを回しても現場は疲弊するだけ。本記事では、中小製造業が無理なく多能工化を進めるための5段階の手順と、スキルマップを軸にしたモチベーション設計を解説します。
目次
なぜ今、中小製造業に多能工化が必要なのか
人手不足が続く中、1人が複数工程をこなせる体制をつくることは、工場の存続に関わるテーマになっています。経済産業省の2025年版ものづくり白書でも、技能者の高齢化と若手定着の難しさが繰り返し指摘されており、限られた人員で工程の連続性を保つ仕組みづくりは中小製造業の共通課題です。
単能工中心の現場で起きていること
多品種少量・個別受注生産の現場では、案件ごとに必要工程の量がばらつきます。単能工しかいない場合、ある工程は手待ちで、別の工程は残業という偏りが日常的に発生します。
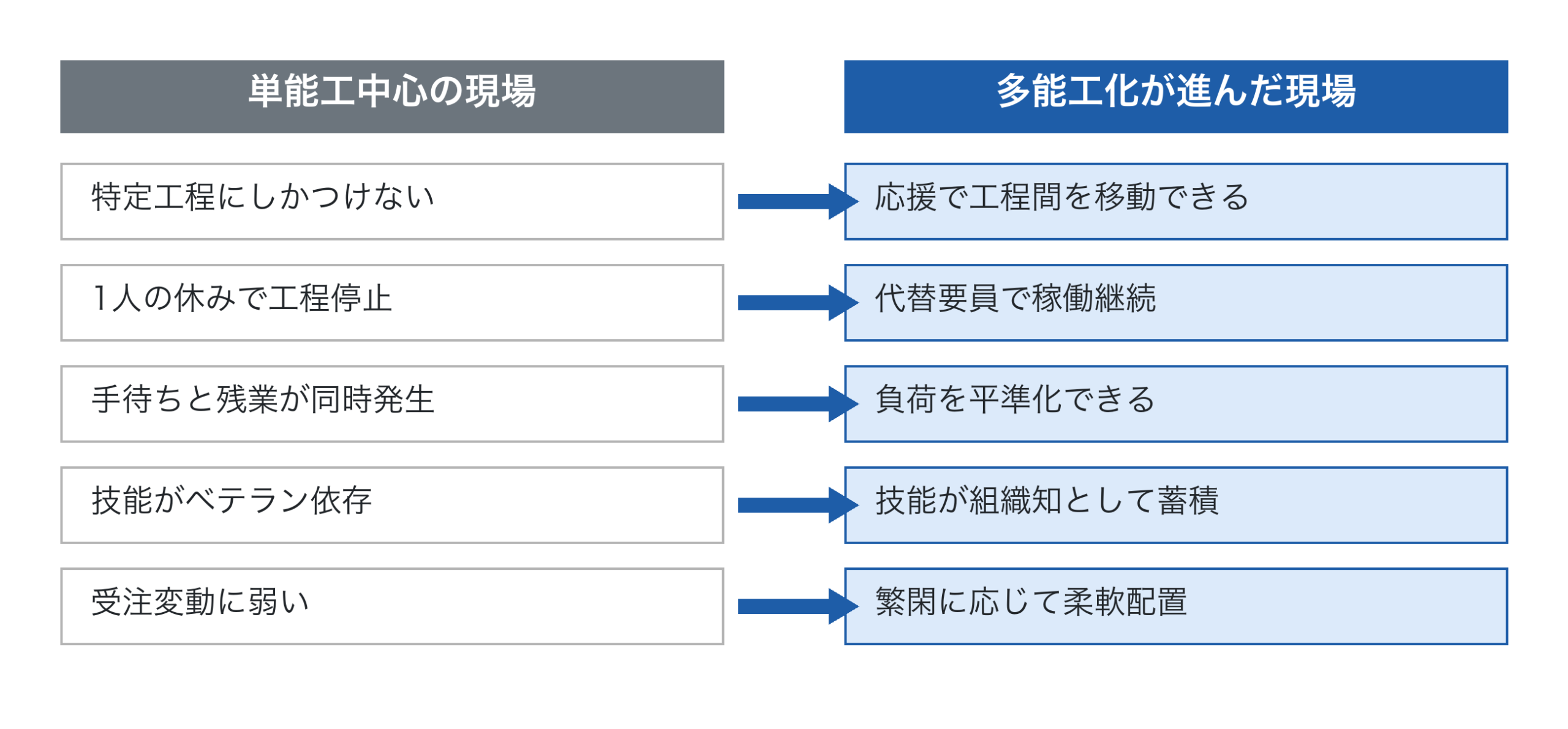
ボトルネック工程への応援が利益を生む
工場全体の生産量は最も能力の低い工程(ボトルネック)で決まります。ここに応援を送れる人材が複数いるかどうかが、案件回転率と時間あたり付加価値を左右します。多能工化は単なる人事施策ではなく、スループット(売上 − 材料費 − 外注費)を増やすための投資です。
多能工化を進める5つのステップ
多能工化は、闇雲なローテーションでは定着しません。次の5段階で順を追って進めます。
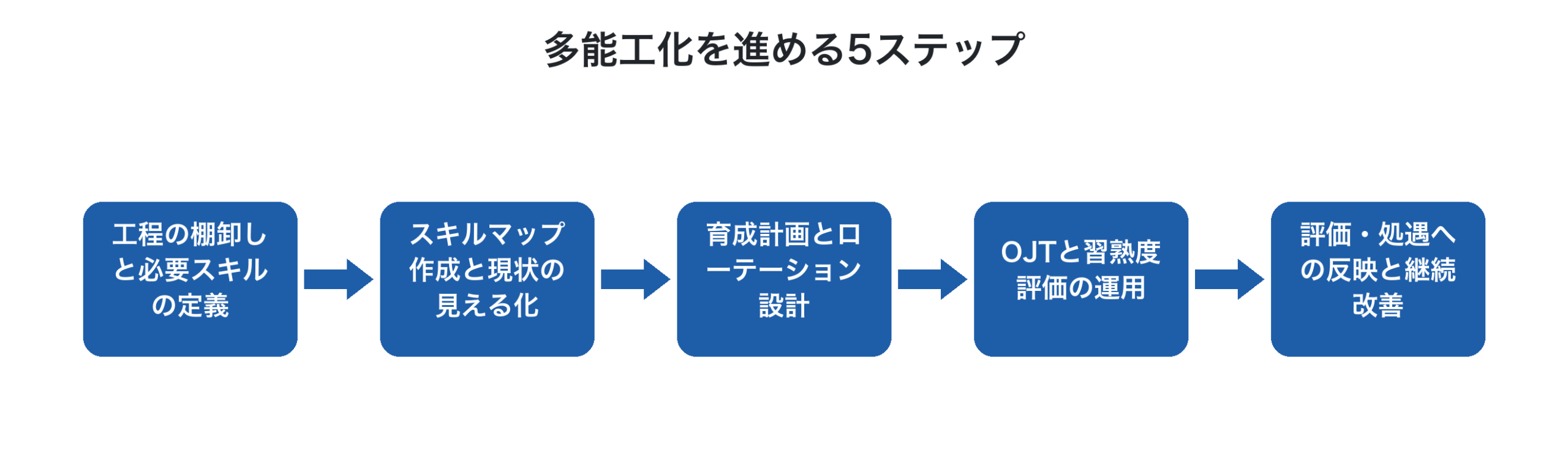
Step1: 工程の棚卸しと必要スキルの定義
最初に、工場内のすべての工程を洗い出し、それぞれにどんな技能が必要かを言語化します。「機械の段取り」「材料の選定」「品質確認の基準」など、ベテランが頭の中で行っている判断を、誰でも読める粒度に分解するのが肝です。この作業は時間がかかりますが、後の育成・評価のすべての土台になります。
QC工程表や作業手順書をすでに持っている工場であれば、それを起点にすると効率的です。詳しくはQC工程表とは|中小製造業のための作り方と記入サンプルも参考にしてください。
Step2: スキルマップを作って現状を見える化する
工程と作業者をマトリクスにし、各人がどの工程をどの習熟度でこなせるかを記号で表すのがスキルマップです。一般的には4段階で表現します。
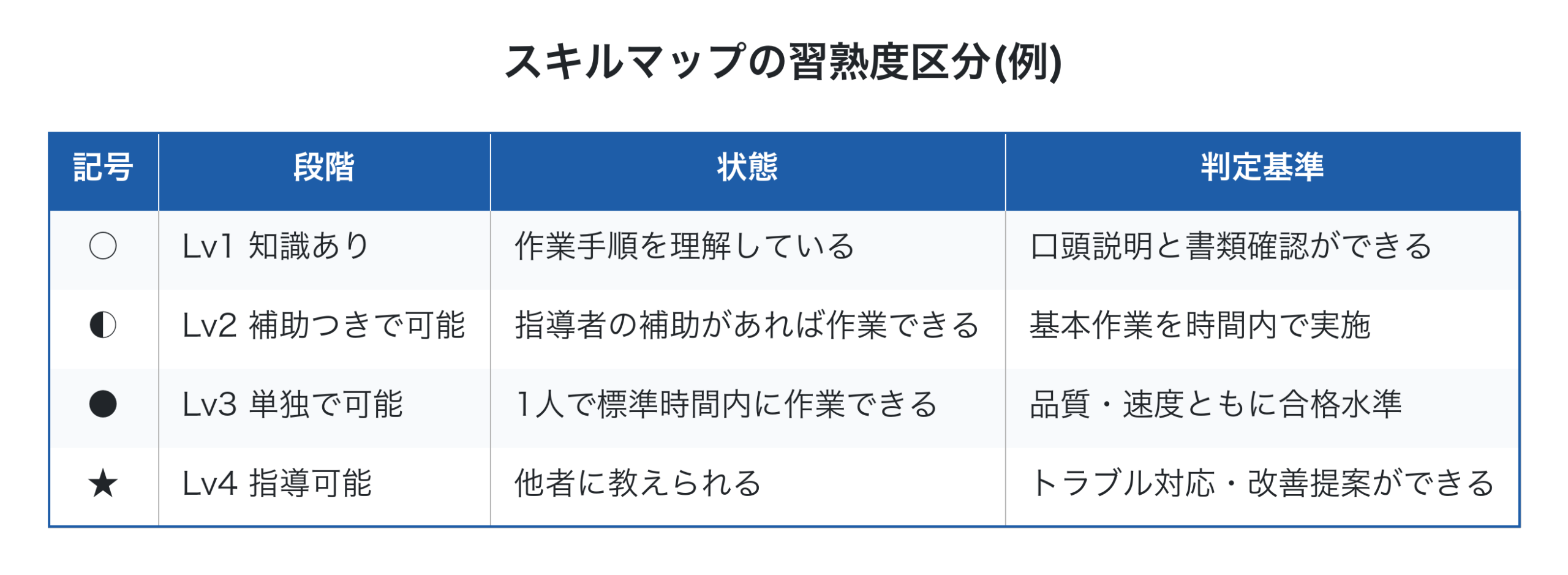
このマップを作ると、「Lv3以上が1人しかいない工程」「特定の人にLv4が集中している工程」など、属人化のリスクが一目で見えます。リスクの高い工程から多能工化の優先順位をつけていきます。
Step3: 育成計画とローテーション設計
スキルマップで弱点工程を特定したら、誰を、どの工程に、いつまでに、どのレベルまで育てるかを計画します。一気に複数工程を学ばせると本業が回らなくなるため、半年〜1年単位で「主担当工程+サブ工程1〜2個」のペース配分が現実的です。
ローテーションは「忙しい工程の応援」と「学習機会の提供」を両立させる設計にします。繁忙期は応援優先、閑散期は計画的に新しい工程を学ばせる、という使い分けが有効です。
Step4: OJTと習熟度評価の運用
実際の育成は現場でのOJTが中心になります。ここで重要なのは、教える側(指導者)も評価対象に含めることです。「教えられること=Lv4」を明確に位置づけ、ベテランが知見を後進に伝える行為そのものを評価するしくみを作らないと、教えることが現場の負担になってしまいます。
習熟度の判定は、月1回〜四半期に1回、工場長や工程リーダーが現場を見て更新します。本人が記入した自己評価と上司評価をすり合わせる場を設けると、本人の納得感が高まります。
Step5: 評価・処遇への反映と継続改善
スキルマップの習熟度は、最終的に給与・賞与・手当のいずれかに反映させる必要があります。「複数工程できるようになっても給料が変わらない」状態では、本人にとって多能工化はただの負担増にしかなりません。
例えば「Lv3を保有する工程数に応じた多能工手当」「Lv4取得時の一時金」のような形で、習得が処遇に直結するしくみがあると、本人も周囲も多能工化に前向きになります。
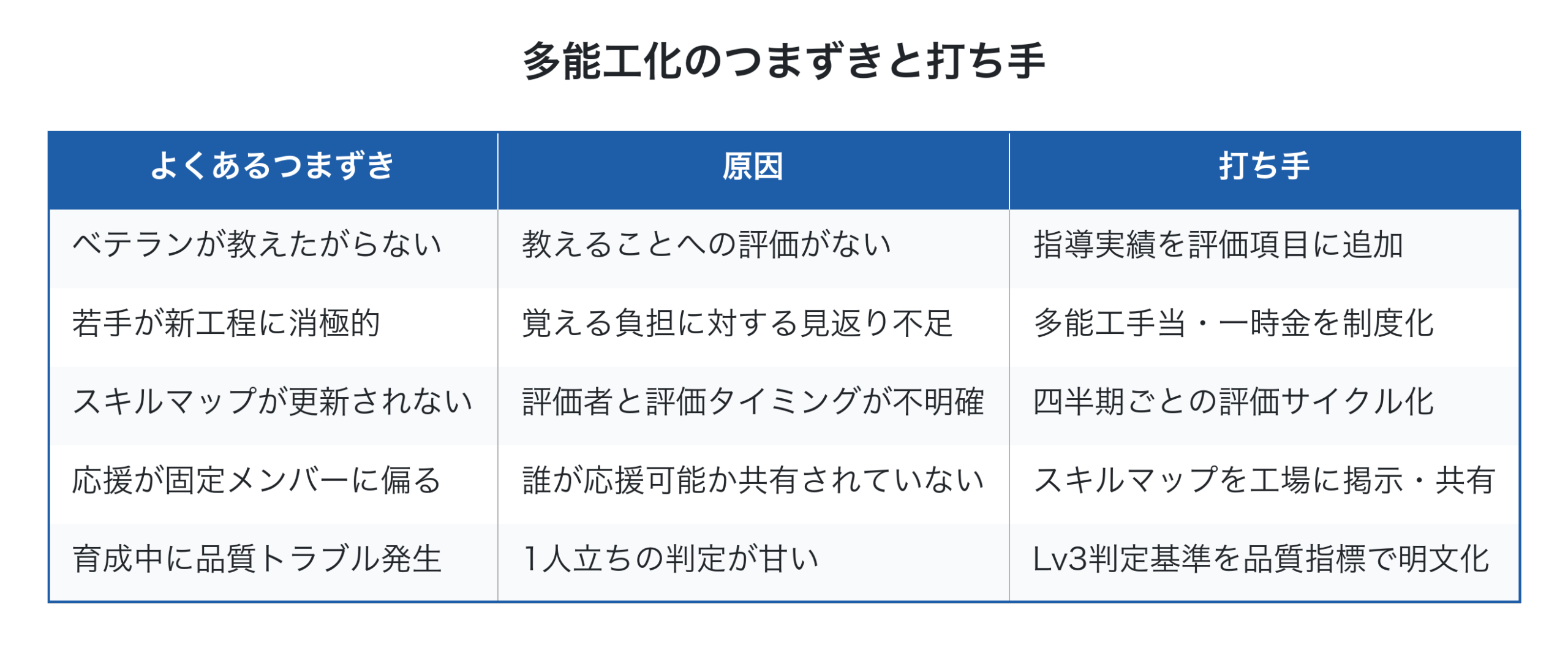
モチベーション設計でつまずかないために
多能工化が頓挫する最大の理由は、技術的な問題ではなく心理的な抵抗です。
「教えると自分の仕事がなくなる」不安への対処
ベテランが若手に技能を渡すことに消極的なのは、自分の存在価値が薄れることへの不安があるからです。これに対しては、指導者を「育成スペシャリスト」として明確に格付けし、若手育成の実績を評価する文化を作る必要があります。教えた人数や育成したレベルが処遇に反映される仕組みがあれば、ベテランも安心して技能を伝えられます。
「いろいろやらされるだけ」と感じさせない
学ぶ側にも配慮が必要です。新しい工程を学ぶ期間は、慣れた工程に比べて時間がかかり、本人のストレスも大きい。育成期間中は標準時間の評価を緩める、上達ステップを可視化する、習熟度が上がるたびに小さく祝う、といった配慮が定着率を左右します。
多能工化を加速させるデジタルの活用
スキルマップをExcelで管理している工場は多いですが、人数と工程数が増えると更新が追いつかなくなります。また、誰がいつ、どの工程に何時間関わったかという実績データがないと、習熟度の判定も感覚的になりがちです。
工程ごとの作業実績をシステムで自動収集できれば、「Aさんは溶接工程を累計何時間こなしたか」「単独作業時の標準時間達成率はどうか」といった客観データに基づいて習熟度を判断できます。これは多能工化の納得感と公平性を大きく高めます。
実績収集の仕組み作りについては作業日報を「作業記録」から「利益データ」に変える、現場のデータ活用全般については製造業のDXロードマップも参考になります。
Factory Advanceで多能工化を「データで支える」
クラウド型生産管理システム「Factory Advance」は、案件ごとの工程実績(誰が、どの工程に、何時間関わったか)を作業日報やQRコード打刻から自動的に蓄積します。これにより、
- 工程別・作業者別の累計工数と標準時間達成率が見える
- 案件別の収益と、それを支える作業者の貢献度が紐づく
- スキルマップ更新の根拠データが客観的に得られる
といった、多能工化を「人事の感覚」から「データに基づく経営判断」に引き上げる土台が整います。多品種少量・個別受注生産で20名以下の中小製造業に最適化された設計で、紙とExcelの現場からスムーズに移行できます。
詳しくはFactory Advance公式サイト、機能の詳細はシステム詳細ページをご覧ください。
まとめ
多能工化は、工程の柔軟性と生産性、そして利益体質を同時に高める投資です。進め方の要点を改めて整理します。
- 工程と必要スキルを言語化し、スキルマップで現状を見える化する
- 属人化リスクの高い工程から、半年〜1年単位で段階的に育成する
- 教える側・学ぶ側の両方をモチベーション設計でケアする
- 習熟度は評価・処遇に反映し、努力に報いる仕組みをつくる
- 工程実績データで習熟度判定の客観性を担保する
「Bさんが休むと工程が止まる」状態から、「誰でも応援に入れる」体制への転換は、一朝一夕にはできません。しかしスキルマップという地図を持って、半年・1年・3年と着実に進めれば、必ず工場の体質は変わります。最新の制度・補助金情報については各機関の公開情報を確認のうえ、自社に合った進め方を選択してください。
参考文献
投稿者プロフィール

-
株式会社イーポート 代表取締役
■ ITコーディネーター
■ キャッシュフローコーチ®
■ JRCA認定ISMS審査員補
■ 東京都中小企業向け
デジタル技術導入促進ナビゲーター
■ 中小企業庁「みらデジ」デジタル化支援者
兵庫県出身。大学卒業後、外資系コンピューターメーカーを経て2008年に会社設立。業務用システムの受託開発及び中小製造業向けのパッケージの開発・販売を行う。
最新の投稿
- 2026年5月27日製造業の多能工化、正しい進め方とは?属人化を解消し「儲かる工場」に変える5ステップ
- 2026年5月27日製造業の7つのムダ削減で利益が出ない理由|撲滅すべき「8番目のムダ」とは
- 2026年5月26日品質クレームはなぜ繰り返す?製造業の再発防止を阻む「見えない赤字」の正体と対策
- 2026年5月26日製造業のカイゼン提案が活性化しない3つの罠|「儲かる改善」に変える収益管理術