製造業 品質管理 仕組み作り|中小工場の3点セット
「ベテランが辞めたら品質が一気に落ちた」「同じ不良が何度も繰り返される」「クレーム対応に追われて改善まで手が回らない」。中小製造業の現場でよく聞く悩みです。多品種少量・個別受注の工場では、量産ラインのような重厚な品質管理体制を持ち込んでも回りません。必要なのは、現場の負担を増やさずに品質を「作り込む」軽量な仕組みです。本記事では、QC工程表・作業標準化・自主検査の3点セットで構成する品質管理の仕組み作りを、中小製造業が実装できる粒度で解説します。
目次
中小製造業の品質管理が回らない3つの理由
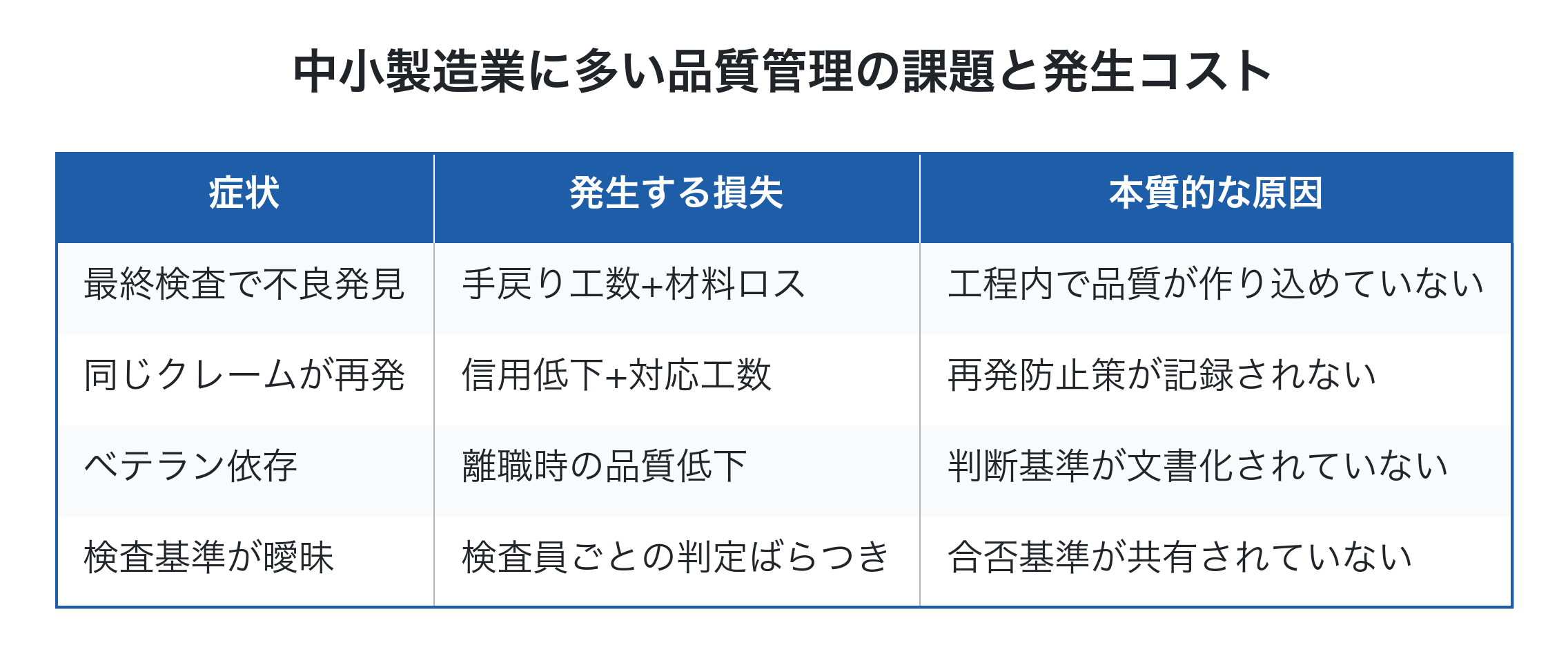
品質トラブルが減らない工場には、共通する構造的な弱点があります。まずは自社がどこに該当するかを確認することから始めます。
属人化:作り方が頭の中にしかない
熟練工の経験と勘で品質が支えられている状態です。本人が休めば段取りが変わり、退職すれば品質が一段下がる。図面と現物の橋渡しを「分かっている人」一人に依存しており、若手は背中を見て覚えるしかありません。
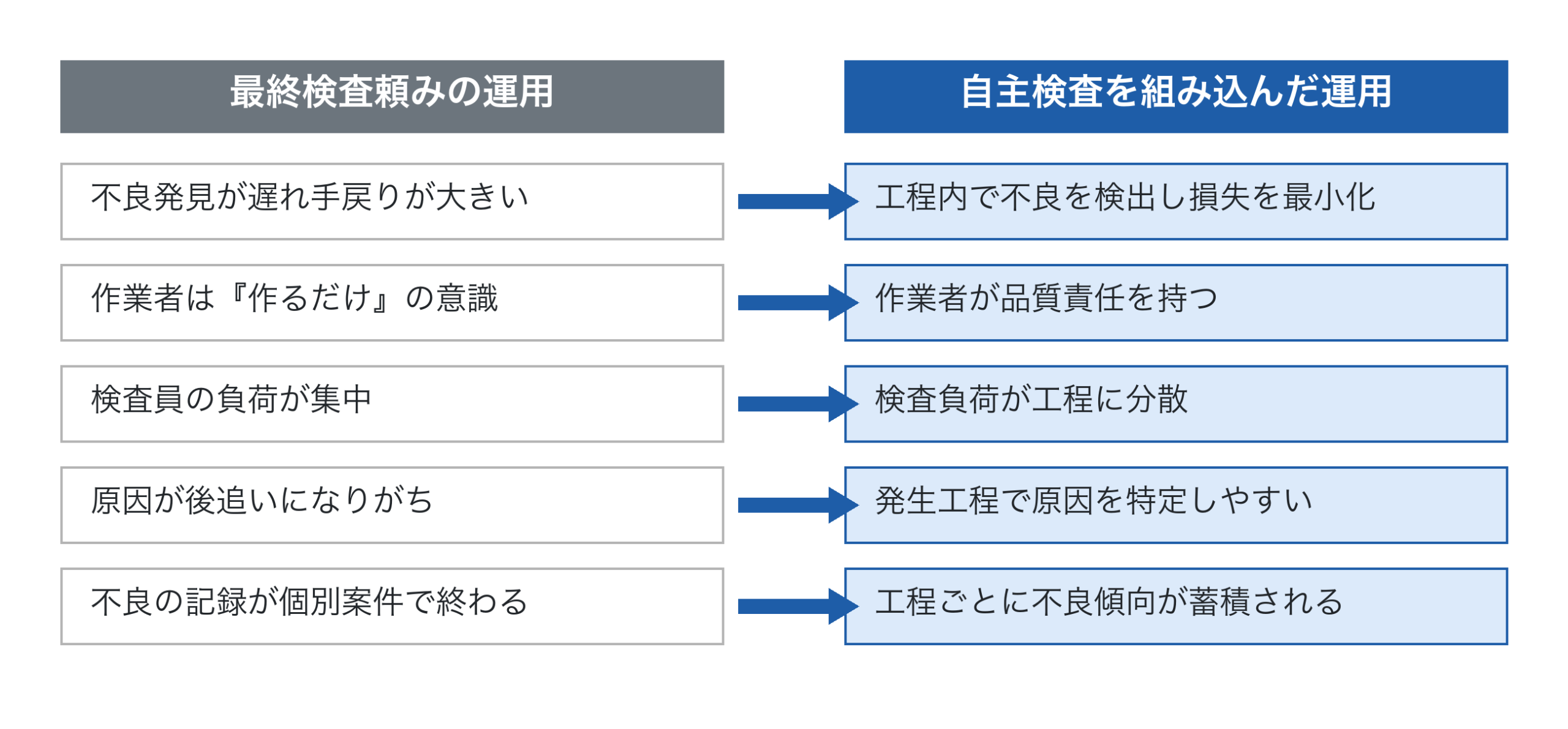
検査頼み:後工程で不良を見つけて手戻り
「最終検査で見つければいい」という発想で工程を組むと、不良が発生してから気づくまでのタイムラグが大きくなります。仕掛品の中に不良が紛れ込み、後工程の作業も一緒に無駄になるため、社内コストが膨張します。
記録なし:同じ不良が繰り返される
不具合が起きてもその場の対処で終わり、原因と対策が記録に残らないケースです。半年後に同じ顧客から同じクレームが来ても、前回どう対応したかが分からない。改善のサイクルが回らず、品質コストが累積していきます。
公的な調査でも、中小製造業の課題として「経営と現場の乖離」「データが部分最適に留まる」ことが指摘されています(出典: 「ものづくりデータ活用サポートブック」Ver.1.0)。品質管理の仕組み作りは、現場で取った記録を経営判断につなげる仕掛けでもあります。
品質管理の仕組み作りを支える3点セット
中小製造業で実際に回せる品質管理の仕組みは、次の3要素を揃えることで成立します。重厚なISO文書体系を一気に作る必要はありません。むしろ最初は薄く、運用しながら厚くしていく方針が現実的です。
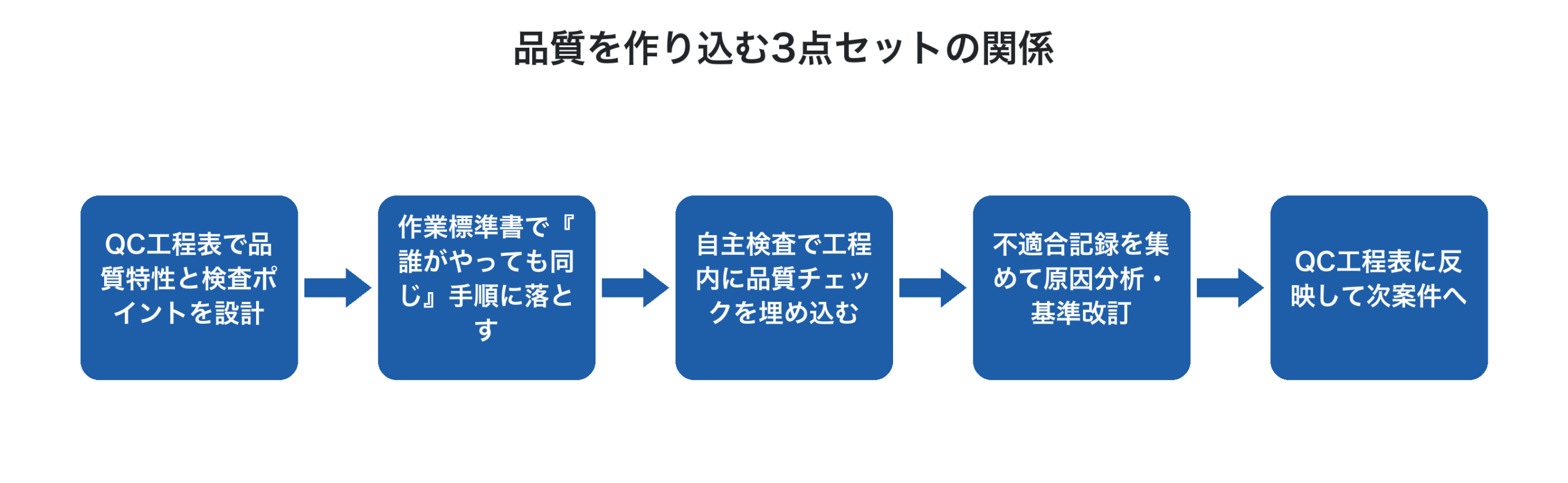
QC工程表:どこで何を保証するかの設計図
QC工程表(Quality Control 工程表)は、製品が完成するまでの各工程で「どの品質特性を、どの方法で、誰が、どのタイミングで管理するか」を一覧化したものです。図面の要求事項を工程の管理項目に翻訳する役割を担います。
中小製造業の場合、A4一枚に収まる軽量版で十分です。盛り込むべき項目は次の通り。
- 工程名と使用設備
- 管理項目(寸法・外観・硬度など)と規格値
- 管理方法(全数/抜取/初物/中間)と頻度
- 使用する計測器
- 異常時の処置と報告先
QC工程表を作る過程そのものが、属人化を可視化する作業になります。「この寸法は誰がどうやって確認しているのか」を問い直すと、特定の熟練工しか判断できていない箇所が浮かび上がります。
作業標準書:手順とコツを共有する
QC工程表が「何を管理するか」の設計図なら、作業標準書は「どうやって作るか」の手順書です。中小製造業では分厚いマニュアルより、写真や図を多用した1〜2ページの実用的な標準書が効果的です。
書くべき要素を絞ると次のようになります。
- 段取り(治具・刃物・プログラム番号)
- 加工条件(回転数・送り・切込み)
- 急所(ここで失敗しやすいポイント)
- 仕上がり目安(写真や限度見本)
- 自主検査項目とタイミング
「急所」の項目こそが熟練工のノウハウを継承する核心部分です。「この材料は朝一は冷えているから0.02mm多めに削る」といった現場の知恵を、文書として残します。
自主検査:工程内で品質を作り込む
自主検査は、作業者自身が自分の工程の出来栄えを確認する仕組みです。最終検査に頼らず、不良を作った工程で食い止めるという考え方が基盤にあります。
実装のポイントは3つ。第一に、初物検査・中間検査・終了時検査の3タイミングで分けて運用します。第二に、合否判定が一目で分かる限度見本や数値基準を現場に置きます。第三に、検査結果を必ず記録に残し、後から振り返れるようにします。
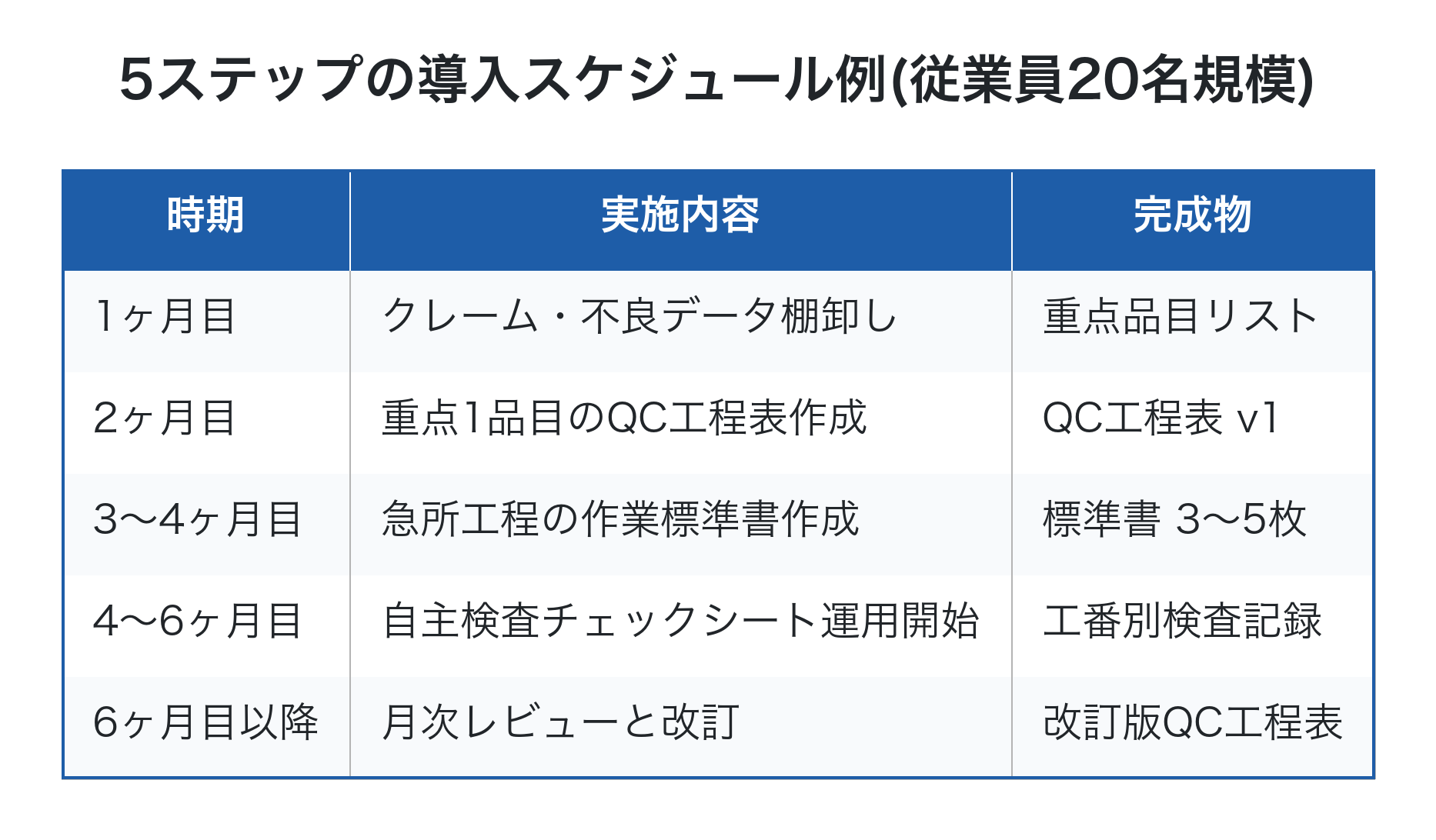
軽量化された仕組み設計の5ステップ
3点セットを一気に作ろうとすると挫折します。中小製造業が現実的に着手できる順番を、5ステップに分けて示します。
ステップ1:過去のクレーム・不良データを棚卸しする
直近1〜2年のクレーム・社内不良・手直し記録を集めます。発生件数の多い不良、損失金額の大きい不良、繰り返している不良の3つの軸で並び替えると、優先して対策すべき品目・工程が見えてきます。完璧なデータでなくても、紙の不良票や納入後のクレームメールを集めるだけで傾向は掴めます。
ステップ2:重点品目から QC工程表を1枚作る
棚卸しで浮かんだ重点品目を1つ選び、その製品のQC工程表を作ります。最初から全製品を網羅する必要はありません。1品目で雛形を作り、運用しながら他品目に展開する方が定着します。
ステップ3:急所工程の作業標準書を整える
QC工程表で「ここが効く」と特定した急所工程について、作業標準書を作ります。文章だけで書こうとせず、現場でスマホで撮った写真や動画を貼り付けるだけでも価値があります。完璧を求めず、まず一次版を出して現場で叩く方が早く完成します。
ステップ4:自主検査の記録を実績データと紐づける
自主検査の結果を、案件番号(工番)と紐づけて記録します。紙のチェックシートでも構いませんが、後で集計したいなら最初からデジタル入力にした方が手間が減ります。工程管理システム上で工番ごとに検査結果を残せば、「どの工程で何の不良が出やすいか」が自動的に集計されます。
ステップ5:月次で振り返り、QC工程表を改訂する
月に一度、不良データと自主検査記録を見直す場を設けます。新たに繰り返している不良があればQC工程表に管理項目を追加し、検査が形骸化している項目は廃止します。この改訂ループこそが「仕組みが生きている」状態です。
品質を「コスト」から「利益」に変える視点
品質管理を「やらされるコスト」と捉えると、現場の負担感ばかりが強調されます。仕組み作りを成功させるには、品質改善が会社全体の利益にどう効くかを経営者と現場で共有することが重要です。
不良1件が発生したときの損失は、材料費だけではありません。再加工に充てた時間は他の案件にも回せたはずの時間であり、その間に得られたはずの付加価値も失っています。スループット(売上−材料費−外注費)の視点で見ると、不良削減は売上拡大と同等の効果を持ちます。
特に多品種少量・個別受注の工場では、案件単位で「予定工数 vs 実績工数」「見積品質コスト vs 実際の手直し工数」を比較できる状態を作ると、品質改善の経済効果が見えるようになります。記録された自主検査データと工数実績を組み合わせれば、「不良が起きやすい工程=利益を圧迫している工程」として可視化できます。
このあたりの考え方は、製造業の手戻り対策|追加請求を漏らさない記録術 や 製造業の利益漏洩を防ぐ方法|現場で起きる隠れ損失を工番管理で見える化する でも詳しく扱っています。
Factory Advanceで品質と収益を同時に見える化する
クラウド型生産管理システム「Factory Advance」は、個別受注生産型の中小製造業向けに、案件(工番)単位で売上・原価・工程進捗を一元管理するための仕組みです。品質管理の3点セットを運用する上では、次のような形で活用できます。
- 工番ごとに作業実績(誰が・いつ・どの工程を・何時間)を記録し、自主検査結果と紐づけて保存
- QRコード作業指示書で標準書や図面を現場端末から呼び出し、最新版を常に参照
- 案件別に「予定工数 vs 実績工数」を可視化し、手戻り工数が発生した案件を即座に特定
- 不適合データを集計し、工程別・製品別の不良傾向を分析
紙とExcelで分散していた品質記録と原価記録を、案件という共通の軸で結合することで、「品質改善が利益にどう効いたか」が数字で語れるようになります。
導入や仕組み作りの詳細については、Factory Advance 公式サイト と システム詳細ページ をご覧ください。
まとめ:小さく始めて、月次で育てる
中小製造業の品質管理 仕組み作りは、QC工程表・作業標準書・自主検査の3点セットを軽量に組み合わせることで実装できます。最初から完璧なISO体系を目指すのではなく、重点品目1つから始めて、月次のレビューで育てていく方が現場に定着します。
ポイントを再掲します。
- QC工程表で「どこで何を保証するか」を設計する
- 作業標準書で熟練工の急所ノウハウを文書化する
- 自主検査を工程内に埋め込み、最終検査頼みから脱却する
- 自主検査記録は工番と紐づけ、原価データと一緒に分析する
- 月次レビューで仕組みを改訂し続ける
品質管理を「現場のコスト」ではなく「会社全体の利益を守る仕組み」として位置づけたとき、3点セットは初めて生きた仕組みとして回り始めます。
参考文献
- 2025年版ものづくり白書(経済産業省)
- 中小規模製造業者の製造分野におけるDX推進のためのガイド(IPA)
- ものづくりデータ活用サポートブック Ver.1.0(2026年3月)
投稿者プロフィール

-
株式会社イーポート 代表取締役
■ ITコーディネーター
■ キャッシュフローコーチ®
■ JRCA認定ISMS審査員補
■ 東京都中小企業向け
デジタル技術導入促進ナビゲーター
■ 中小企業庁「みらデジ」デジタル化支援者
兵庫県出身。大学卒業後、外資系コンピューターメーカーを経て2008年に会社設立。業務用システムの受託開発及び中小製造業向けのパッケージの開発・販売を行う。
最新の投稿
- 2026年5月27日製造業の多能工化、正しい進め方とは?属人化を解消し「儲かる工場」に変える5ステップ
- 2026年5月27日製造業の7つのムダ削減で利益が出ない理由|撲滅すべき「8番目のムダ」とは
- 2026年5月26日品質クレームはなぜ繰り返す?製造業の再発防止を阻む「見えない赤字」の正体と対策
- 2026年5月26日製造業のカイゼン提案が活性化しない3つの罠|「儲かる改善」に変える収益管理術