品質クレーム再発防止|製造業の是正処置と組織知化
「同じようなクレームが、忘れた頃にまた発生する」。中小製造業の品質会議で、こんな声を耳にすることは少なくありません。担当者が現場で対応し、不適合品を作り直し、顧客へ謝罪に行く。その場は収束しても、半年後、似た条件で似た不良が別の案件で再発する。原因究明のやり方と、得られた知見を組織に残す仕組みが整っていないと、クレーム対応は「個人の経験」で止まり、会社の財産になりません。本記事では、品質クレームの再発防止を「標準フロー」と「組織知化」の両面から整理します。
なぜ品質クレームは繰り返されるのか
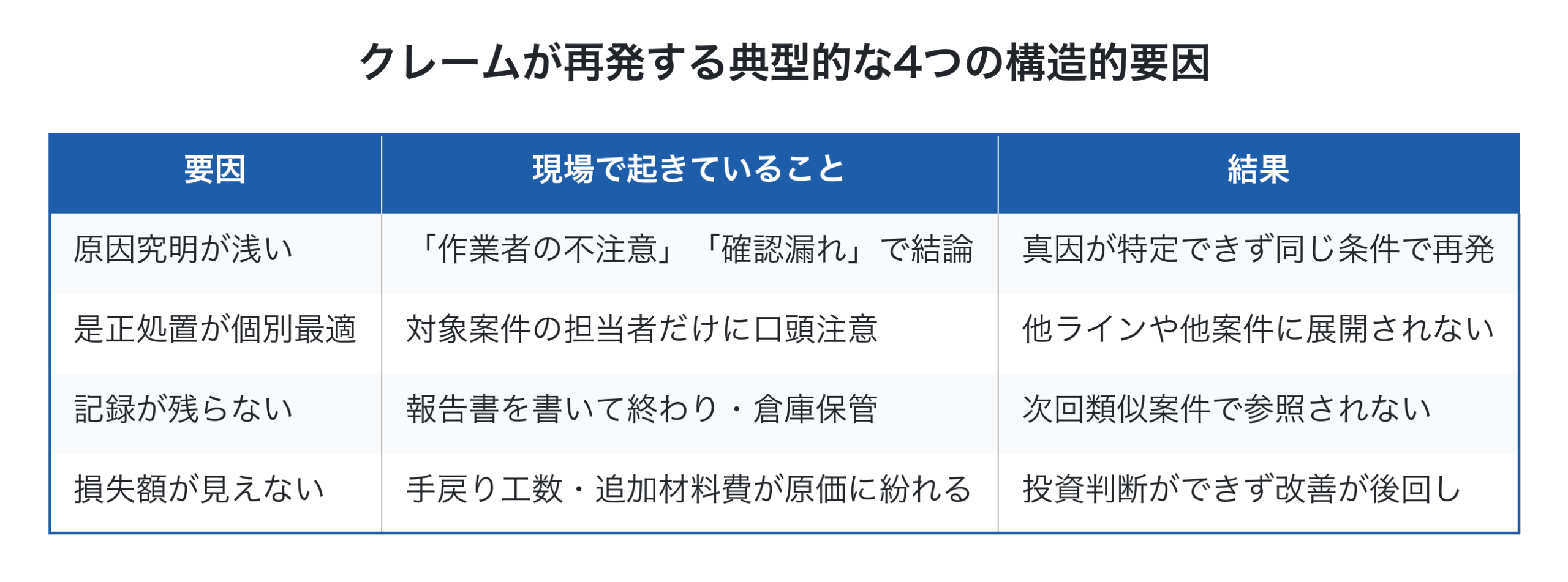
中小製造業の現場でクレームが再発する理由は、担当者の能力不足ではなく、仕組みの欠如にあります。多くの工場では、クレーム発生時の対応に追われる一方で、その後の原因分析・是正処置・水平展開のプロセスが標準化されていません。
公正取引委員会・中小企業庁の調査では、製造業全体で価格転嫁が進まない要因として「労務費の転嫁率が中央値で30.0%」にとどまる一方、原材料費は80.0%まで進んでいることが報告されています。クレーム対応で生じる手戻り工数や追加加工費は、本来であれば収益を圧迫する大きな要因ですが、社内で吸収されてしまい価格にも反映されない構造になっています。「クレーム1件あたり、いくらの損失が出たか」を可視化できていない工場では、再発防止への投資判断もできません。
是正処置の標準フロー:5ステップで進める原因究明
クレームを単発の事故で終わらせず、再発を防ぐためには、対応プロセスを5段階の標準フローに分けて運用することが効果的です。属人化したクレーム対応から、誰が担当しても一定の質を保てる仕組みに変えていきます。
ステップ1:応急処置と一次切り分け(発生〜24時間)
顧客への謝罪・代替品手配・出荷停止判断など、影響を最小化する初動対応です。同時に、いつ・どの工程で・どの工番で発生した不適合か、案件を特定します。ここで工番管理ができていないと、後の原因究明で「どの作業者が、どの材料ロットで作ったのか」を遡れず、調査が止まります。
ステップ2:事実情報の収集
5W2H(いつ・どこで・誰が・何を・なぜ・どのように・いくつ)を、担当者の感想を排して事実だけで記録します。顧客からの不適合報告書、現品(現物・写真)、製造記録、検査記録、作業日報を一箇所に集めます。
ステップ3:原因究明(なぜなぜ分析)
表層的な原因(例:「測定漏れ」)で止めず、「なぜ測定が漏れたのか」「なぜ気づけなかったのか」と最低5回掘り下げます。多くの場合、最終的に「教育の問題」「工程設計の問題」「QC工程表の問題」など、システムの問題に行き着きます。
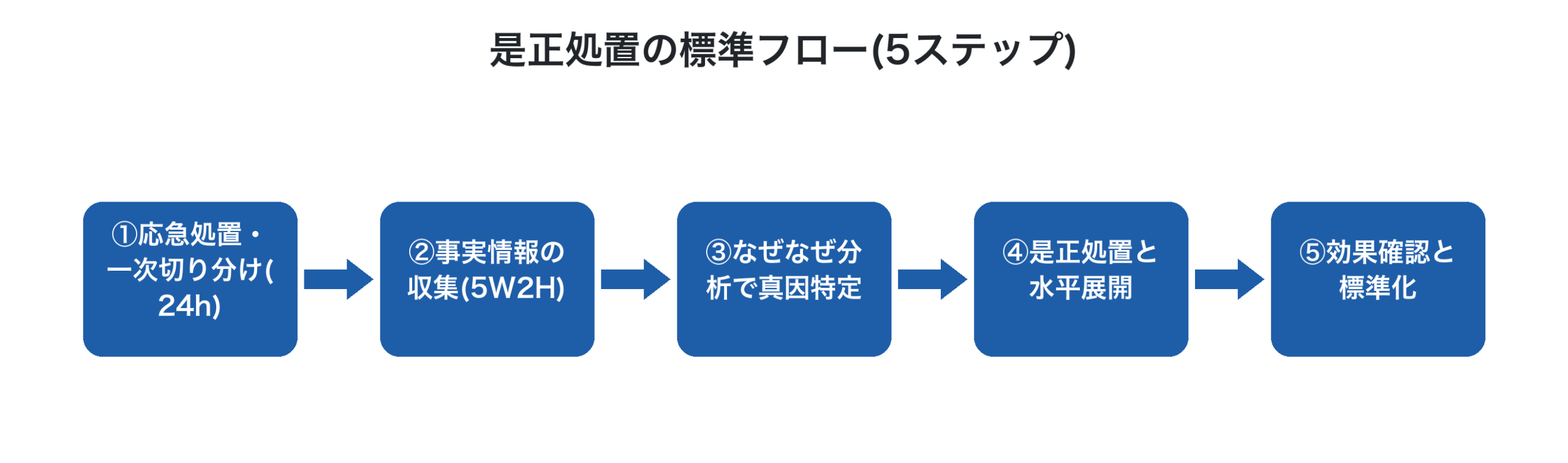
ステップ4:是正処置と水平展開
真因が特定できたら、対象案件の修正だけでなく、同じ真因を持つ他の案件・他のラインへ予防処置を展開します。例えば「特定の図面記号の解釈を誤った」が真因なら、同じ記号を使う他の案件すべてに注意喚起を出す必要があります。水平展開を怠ると、半年後に別案件で再発する典型的なパターンに陥ります。
ステップ5:効果確認と標準化
是正後一定期間(3カ月程度)モニタリングし、再発がないことを確認します。再発しなければ、QC工程表・作業手順書・チェックリストに反映し、組織の標準として固定します。「個人の気づき」を「組織の仕組み」に変える最後の工程です。
QC工程表の整備自体が未着手の場合は、QC工程表とは|中小製造業のための作り方と記入サンプルも併せて参照してください。
クレーム情報を組織知に変える仕組み
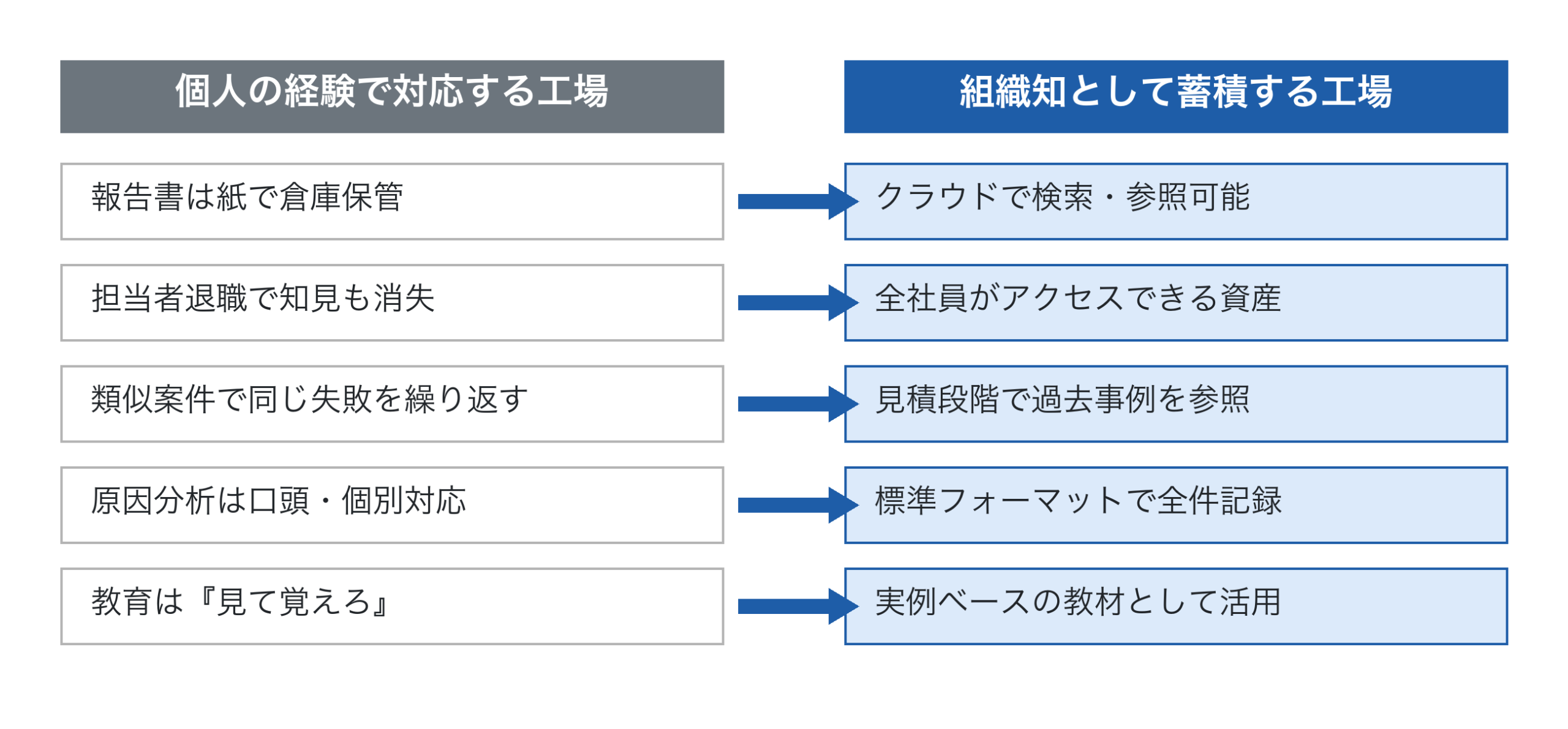
是正処置のフローを回しても、得られた知見が個人のファイルや紙の報告書に留まっていては、組織の財産になりません。クレーム情報を組織知化する仕組みづくりが、再発防止の本丸です。
検索可能なデータベース化
過去のクレーム報告書を、PDFや紙ファイルではなく、検索可能なデータベースに格納します。「製品カテゴリ」「不適合内容」「真因」「是正処置」「再発の有無」をタグ付けし、新しい案件の見積・工程設計時に類似事例を即座に呼び出せるようにします。
工番と紐付けた情報管理
クレームを案件(工番)単位で管理することで、その案件にかかった材料費・労務費・追加工数・クレーム対応費が一元的に把握できます。「同じ顧客の同じ製品群で利益が出ていない」「特定の図面パターンで毎回トラブルが起きる」といったパターンが、データの蓄積から見えてきます。
工番単位で実績を残し続けると、次の見積で「過去にトラブルが起きやすかった条件」をリスクとして織り込めるようになります。見積精度の向上は、適切な値上げ交渉や受注の選別にもつながります。
月次レビューで経営判断につなげる
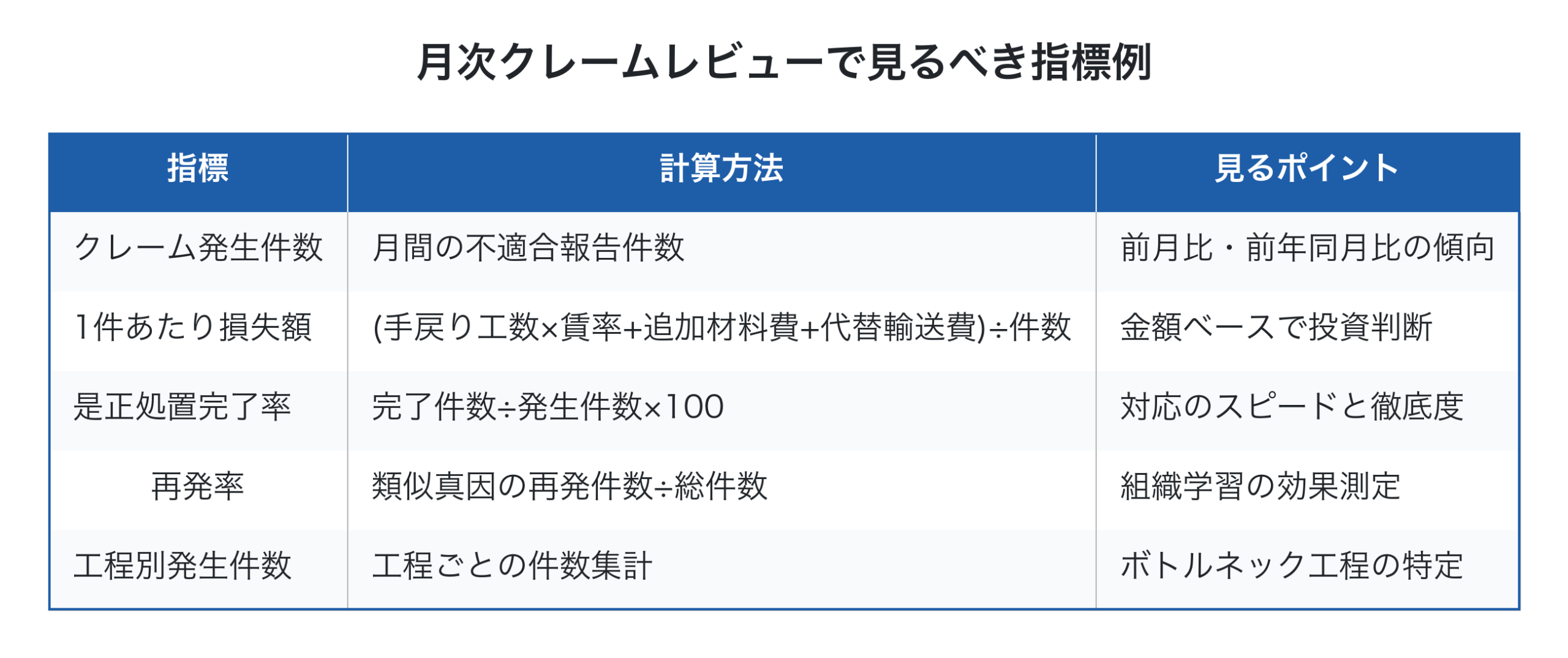
クレーム件数・損失額・是正完了率を月次でレビューし、経営層と現場で共有します。「件数が多い工程」「損失額が大きいクレーム類型」が見えれば、設備投資・教育投資・工程改善への資源配分を、勘ではなくデータで判断できます。
損失額の見える化が改善投資を動かす
クレーム再発防止に取り組む際、最後に立ちはだかるのが「対策費用の正当化」です。「教育に時間を割く」「治具を新調する」「検査工程を追加する」といった対策には、いずれもコストがかかります。一方で、放置した場合のクレーム損失額が見えていなければ、経営判断としてGOサインを出せません。
クレーム1件あたりの損失額を構成する要素は、手戻り工数(作業者の時間×賃率)、追加材料費、特急輸送費、顧客先での立会工数、検査強化に伴う一時的な工数増、信用毀損による将来の受注機会損失など、多岐にわたります。これらを工番単位で記録し、年間の累計損失を可視化すると、「年間500万円の損失を防ぐために、100万円の検査治具に投資する」といった意思決定が、根拠を持って下せるようになります。
特定の案件群で繰り返し赤字が出ている場合、原因がクレーム対応工数の積み上がりであることも珍しくありません。製品ポートフォリオ全体での収益性を見直すためには、製造業のABC分析で製品ポートフォリオを最適化も参考になります。
Factory Advanceが支える品質クレーム対応の見える化
紙の報告書とExcel管理だけでクレーム情報を組織知化するのは、現実的には難しいものです。案件ごとの実績データと品質情報が分断されていると、「どの案件でいくら損失が出たか」「過去に類似案件がなかったか」を即座に確認できません。
Factory Advanceは、個別受注生産型の中小製造業向けクラウド型生産管理システムです。工番単位で見積・実績・工程進捗・原価を一元管理できるため、クレームが発生した案件についても、材料ロット・作業者・実績工数を即座に呼び出して原因究明に活用できます。さらに、追加で発生した手戻り工数も実績として記録されるため、「クレーム1件あたりの真の損失額」が自動的に集計され、再発防止策への投資判断の根拠データになります。
「見積試算→実績登録→差異分析→改善」の収益向上サイクルにクレーム情報を組み込むことで、品質と収益が連動した経営判断が可能になります。詳しくはFactory Advance公式サイト、機能の詳細はシステム詳細ページをご覧ください。
まとめ
品質クレームの再発防止は、「個人の頑張り」ではなく「組織の仕組み」で取り組むべき経営課題です。是正処置の標準フロー(応急処置→事実収集→なぜなぜ分析→水平展開→効果確認)を回し、得られた知見を検索可能なデータベースとして蓄積する。そして月次レビューで損失額を可視化し、改善投資の判断につなげる。この一連のサイクルが回り始めると、クレームは「コスト」から「組織の学習機会」に変わります。
紙とExcelでの管理に限界を感じている場合は、案件単位でデータを一元化できる仕組みの導入が、品質と収益の両面で大きな転換点になります。
参考文献
QC工程表とは|中小製造業のための作り方と記入サンプル
「QC工程表を作りたいが、ネットで拾った雛形は項目が多すぎて挫折する」「ISO向けに作った表が現場で活きていない」「そもそもどこまで書けば品質を守れるのか分からない」。中小製造業でよく聞く悩みです。QC工程表は本来、図面の要求事項を工程の管理項目に翻訳し、誰が作っても同じ品質を出すための設計図。A4一枚に収まる軽量版から始めれば、多品種少量の現場でも回せます。本記事ではQC工程表の定義と8つの必須項目、フランジ部品の記入サンプル、作成5ステップ、工程能力との連携まで、中小製造業が実装できる粒度で解説します。
QC工程表とは何か
QC工程表(Quality Control 工程表)は、製品が原材料の受入から出荷されるまでに通る工程ごとに、「どの品質特性を、どの方法で、誰が、どのタイミングで管理するか」を一覧化した文書です。図面に書かれている公差や仕様を、現場の管理項目・検査方法・記録様式に翻訳することが本来の役割で、品質保証の設計図に相当します。
呼び方は会社によって揺れがあり、「QC工程表」「QC工程図」「管理工程図」「品質保証工程表」などが混在します。本記事では「工程フローと管理項目を一体で表したもの」を QC工程表 と呼びます。
似た文書にプロセスフロー(工程フロー図)がありますが、フロー図が「物の流れ」だけを描くのに対し、QC工程表は各工程で「品質を担保する手段」までセットで示す点が異なります。作業手順そのものを詳述するのは作業標準書の役割で、QC工程表は「どこで何を保証するか」の俯瞰図に徹します。
QC工程表が果たす3つの役割
QC工程表は単なる管理表ではありません。中小製造業の現場では次の3つの役割を兼ねます。
第一に、図面要求事項を工程管理項目に翻訳する役割です。図面の「φ42 h7」という表記を、「外径 φ42.00±0.025、旋盤工程で全数測定」のように現場が動ける言葉に置き換えます。
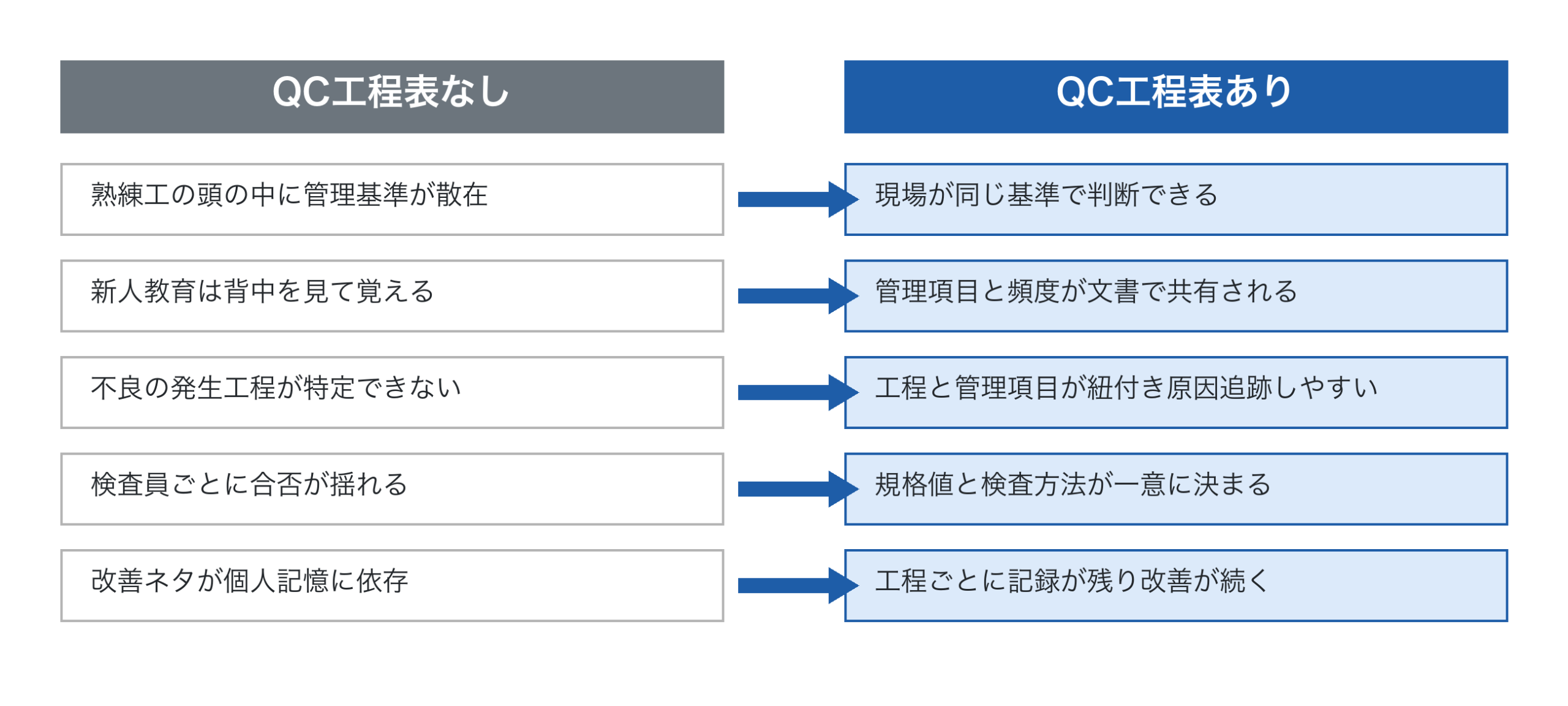
第二に、属人化を可視化する診断ツールとしての役割です。QC工程表を書き起こす過程で、「この寸法は誰がどうやって確認しているのか」を問い直すと、特定の熟練工しか判断できていない急所が必ず浮き上がります。
第三に、改善ループの土台としての役割です。自主検査の記録や不適合データを QC工程表 と照合すれば、「どの工程で何の不良が出やすいか」が見え、管理項目や頻度を機動的に改訂できます。
QC工程表の必須項目8つ
中小製造業の軽量版 QC工程表 では、次の8項目を1行に並べれば必要十分です。これ以上増やすと現場の更新負荷が上がり、形骸化を招きます。
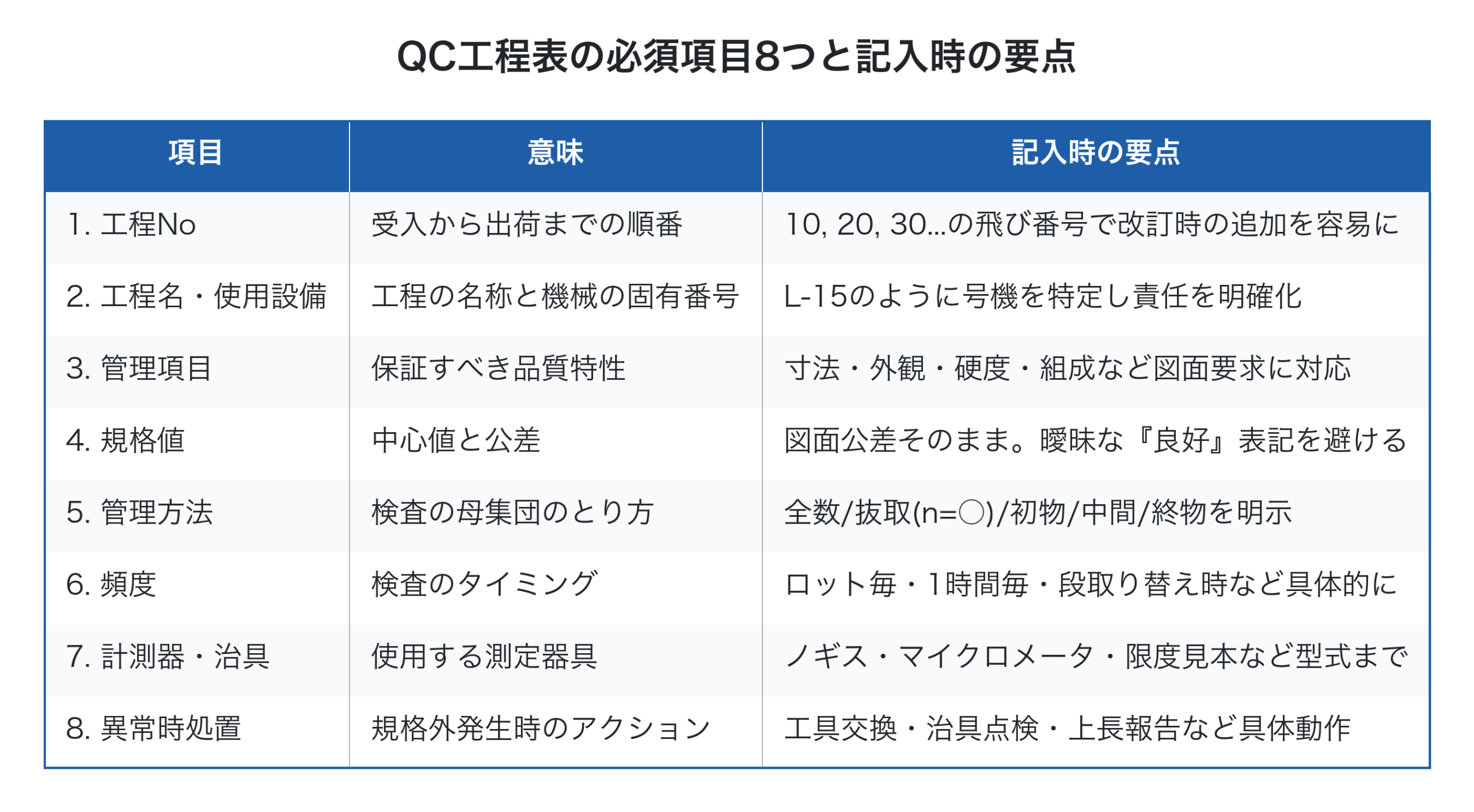
特に「異常時処置」の欄は、運用が始まってから空欄のまま放置されがちです。ここを埋めないと検査で外れ値を見つけても次の動作が止まり、結局検査自体が形骸化します。「工具交換 → 再加工 → 主任報告」のように動作を分解して書きます。
【サンプル】記入例で見るQC工程表
実際の記入イメージを掴むため、切削加工A社の「フランジ部品(材質 SS400、φ50丸棒から削り出し)」の QC工程表を6工程で示します。受入検査から出荷までを1枚にまとめた典型例です。
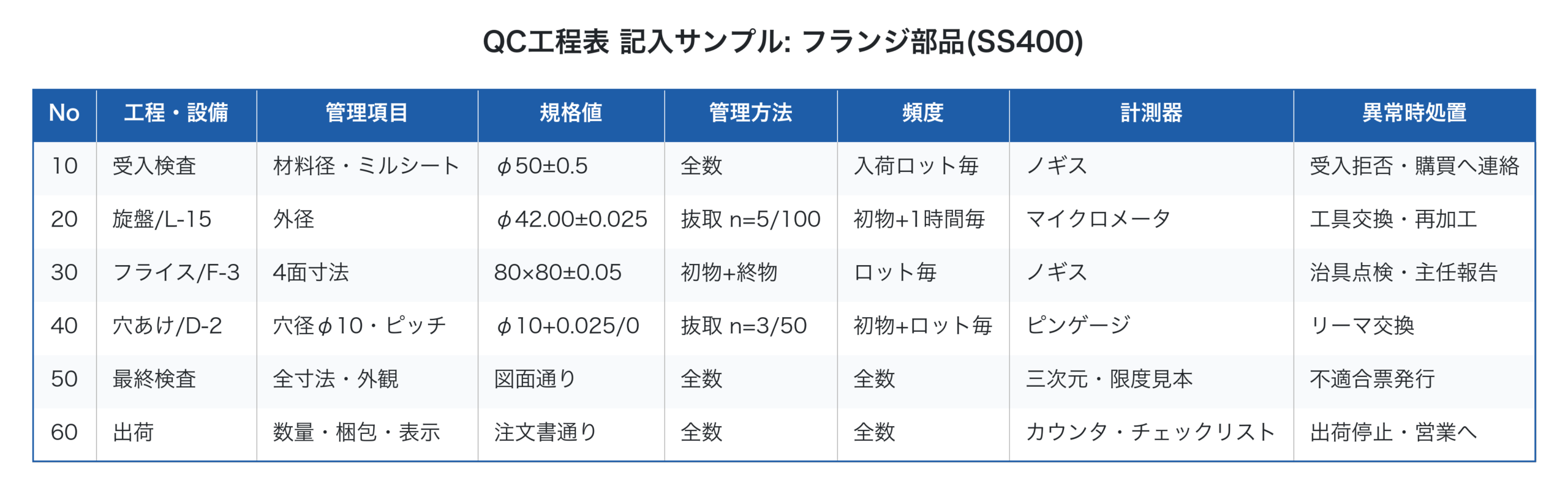
このサンプルから読み取れるポイントは3つあります。一つ目、工程Noを10飛びにすることで、後から「工程15: バリ取り」を挿入しても番号体系が崩れません。二つ目、管理方法を「全数」「抜取(n=5/100)」「初物+1時間毎」のように具体的に分けることで、検査負荷と品質リスクのバランスを工程ごとに調整しています。三つ目、最終工程の規格値を「図面通り」と書くのではなく、本来は寸法ごとに独立した行を作るほうが望ましく、ただし図面公差の量が多い場合は別紙(検査記録様式)に分離する運用も現実的です。
作成5ステップ
ゼロから QC工程表 を作るときは、次の5ステップで進めると挫折しません。最初から完璧を狙わず、雛形を1品目で完成させてから水平展開する方が定着します。
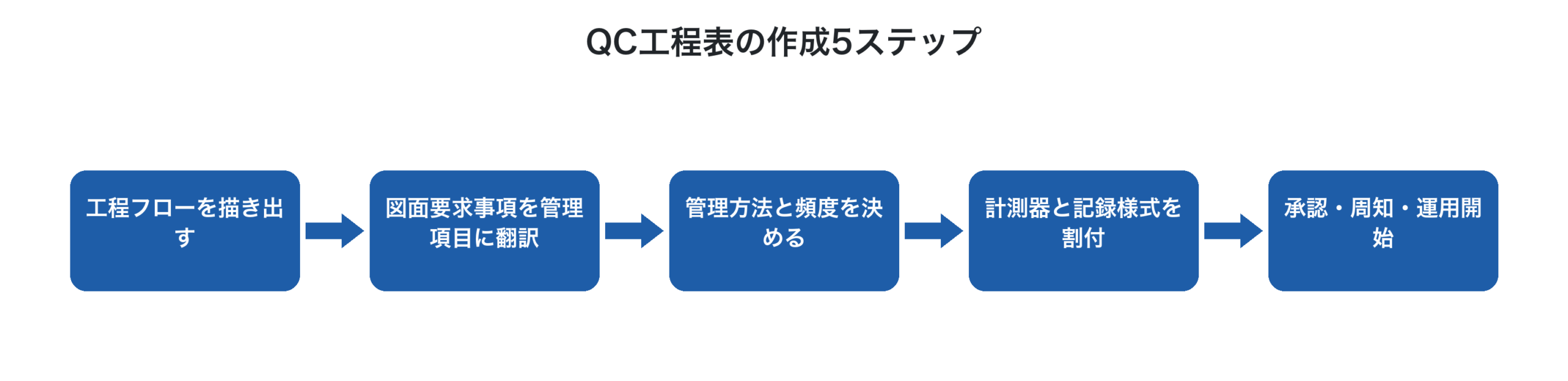
ステップ1は工程フローの描き出しです。受入から出荷までを実際の現場の流れに沿って書き出し、設備名と号機まで特定します。
ステップ2は図面要求事項の翻訳です。図面の寸法・公差・表面処理・組成などを拾い出し、それぞれをどの工程で保証するかを割り当てます。1つの要求事項を複数工程で守る場合は、最終責任工程を明示します。
ステップ3は管理方法と頻度の設計です。リスクが高く工程能力が不安定な特性は全数または高頻度抜取、安定している特性は初物+終物に絞る、といったメリハリを付けます。
ステップ4は計測器と記録様式の割付です。「ノギスで測る」ではなく「校正済みデジタルノギス(管理No.NG-03)で測り、検査記録票QF-12に記入する」のように紐付けまで決めます。
ステップ5は承認・周知です。技術責任者と品質責任者の署名欄を設け、改訂日と改訂理由を表頭に残します。現場掲示と作業指示書への添付で「使える状態」にして初めて運用開始です。
運用で失敗しやすい3パターン
QC工程表 は作って終わりにすると、半年で陳腐化します。中小製造業でよく見る失敗パターンを把握しておくと回避しやすくなります。
「作って終わり」現象は、ISO審査のために作成された QC工程表 が、その後一度も改訂されないまま現場の実態と乖離していくケースです。図面が改訂されたら QC工程表 も連動して改訂する仕組みを、設計変更フローに組み込みます。
検査項目を増やしすぎる罠は、「念のため」で管理項目を追加し続けた結果、現場が記録しきれず形骸化するパターンです。不良履歴と工程能力データを根拠に、効いていない検査項目は思い切って削除する判断が必要です。
改訂が滞る問題には、QC工程表 の表頭に「改訂履歴欄」を設け、月次品質会議で1品目ずつ見直す運用が有効です。改訂のトリガーを「クレーム発生時」「設計変更時」「工程能力低下時」「半期定期見直し」の4つに限定し、棚卸しを定型業務にします。
工程能力(Cp・Cpk)とQC工程表の連携
QC工程表 の真価は、データと連動させたときに発揮されます。中でも工程能力指数(Cp・Cpk)は、抜取検査結果から「この工程は規格値を安定して守れているか」を数値化する指標です。
Cp は規格幅をばらつき(6σ)で割った値、Cpk はそれに中心ずれを考慮した値で、一般に Cpk が 1.33 以上あれば工程能力が十分とされ、1.00 を下回ると工程内不良が出やすい状態と判断されます。
例えばサンプルの旋盤工程で、外径 φ42.00±0.025 の抜取データから標準偏差σ=0.012 が出たとすると、Cp = 0.050 ÷ (6×0.012) = 0.69 となり、明らかに能力不足です。この場合、QC工程表 の管理方法を「抜取 n=5/100」から「全数」に格上げし、刃物寿命を短くするか機械を更新するかの判断材料になります。
このように、QC工程表 は静的な書類ではなく、工程能力データを取り込んで管理方法を動的に切り替える起点として使うものです。
QC工程表のデジタル化と工番との連携
紙で運用していた QC工程表 をデジタル化すると、3つの利点が生まれます。
第一に、最新版の即時参照です。QRコードを作業指示書に印刷しておけば、現場のスマホやタブレットから最新版の QC工程表 を即座に呼び出せます。古い紙版が現場に残るリスクが消えます。
第二に、自主検査結果との一体管理です。QC工程表 で定めた管理項目を、そのままデジタルチェックリストに展開し、工番(案件番号)に紐付けて検査結果を保存します。後から「工番○○の20工程で何が起きたか」が即座に追えるようになります。
第三に、工程能力データの自動集計です。検査結果が工番別・工程別に蓄積されていれば、Cp・Cpkの計算や不良率の傾向分析を自動で出力できます。これがあれば月次の品質会議で「次に改訂すべき QC工程表 はどこか」を数字で議論できます。
工番に紐付ける運用の詳細は、製造業の手戻り対策|追加請求を漏らさない記録術 と 作業指示書 作成 効率化アプリで現場の生産性を上げる方法 でも触れています。
Factory Advanceで品質と原価を同時に見える化する
クラウド型生産管理システム「Factory Advance」は、個別受注生産型の中小製造業向けに、工番単位で売上・原価・工程進捗・品質記録を一元管理する仕組みです。QC工程表 を運用する上では、次のような形で活用できます。
工番ごとに作業実績(誰が・いつ・どの工程を・何時間)を記録し、その横に自主検査結果と不適合データを紐付けて保存できます。QRコード作業指示書から QC工程表 と作業標準書の最新版を呼び出せるため、現場の参照ミスが減ります。さらに案件別に「予定工数 vs 実績工数」を可視化することで、品質トラブルで膨らんだ工数が見積に対してどれだけ利益を侵食したかが数字で見え、見積レートへのフィードバックも可能になります。
紙とExcelで分断していた品質記録と原価記録を、工番という共通の軸で結合することで、品質改善が利益にどう効いたかが数字で語れるようになります。詳細は Factory Advance 公式サイト と システム詳細ページ をご覧ください。
QC工程表 と作業標準書・自主検査を一体で設計する3点セットの考え方は、製造業の品質管理 仕組み作り|中小工場で回せる3点セット で全体像を整理しています。データ活用の進め方として、不適合の見える化は 不適合品削減|中小製造業の損失を見える化 も参考にしてください。
まとめ:A4一枚から始めて、月次で育てる
QC工程表 は中小製造業の品質保証の設計図であり、図面要求事項を工程管理項目に翻訳する翻訳器です。最初から完璧な体系を目指す必要はなく、A4一枚に8項目を埋めた軽量版から始めて、月次レビューで育てていく方が現場に定着します。
要点を再掲します。
- QC工程表 は「どこで何を保証するか」を一覧化した品質の設計図
- 必須項目は工程No・設備・管理項目・規格値・管理方法・頻度・計測器・異常時処置の8つ
- 重点1品目で雛形を完成させ、水平展開する順序が現実的
- 工程能力(Cp・Cpk)と組み合わせて管理方法を動的に改訂する
- 工番と紐付けてデジタル化すれば、品質と原価を同じ軸で語れる
QC工程表 を「監査向けの書類」ではなく「現場と経営をつなぐ運用ツール」として位置付けたとき、品質管理は初めて利益体質に直結する仕組みとして回り始めます。
参考文献
- 2025年版ものづくり白書(経済産業省)
- 中小規模製造業者の製造分野におけるデジタルトランスフォーメーション(DX)推進のためのガイド 製造分野DX推進ステップ例(IPA 独立行政法人 情報処理推進機構)
- ものづくりデータ活用サポートブック Ver.1.0(2026年3月)
不適合品削減|中小製造業の損失を見える化
「不良はゼロにしたい。でも何から手をつければいいかわからない」。多品種少量・個別受注の現場では、こうした声をよく聞きます。不適合品は単なる材料ロスではなく、再作業の人件費・納期遅延・信用低下という形で会社の利益を確実に削っています。本記事では、中小製造業が不適合品削減に取り組むための3つの軸。損失コストの可視化、なぜなぜ分析による発生工程の特定、再発防止策の標準化を、実務に落とし込める粒度で解説します。
不適合品が中小製造業の利益を蝕む構造
不適合品が発生したとき、現場では「材料をもう一本出して作り直す」「夜間残業で間に合わせる」といった対応が日常的に行われます。一見すると現場の頑張りで吸収できているように見えますが、これらの対応はすべて会社のスループット(売上 − 材料費・外注費)を直接削っています。
中小機構の「中小企業景況調査」では、中小製造業の採算(経常利益)が複数四半期にわたりマイナス幅を拡大している局面があると報告されています。原材料・エネルギー・人件費が高騰する中、不適合品による損失は「気づかないうちに利益を吸い取る穴」となりやすい領域です。
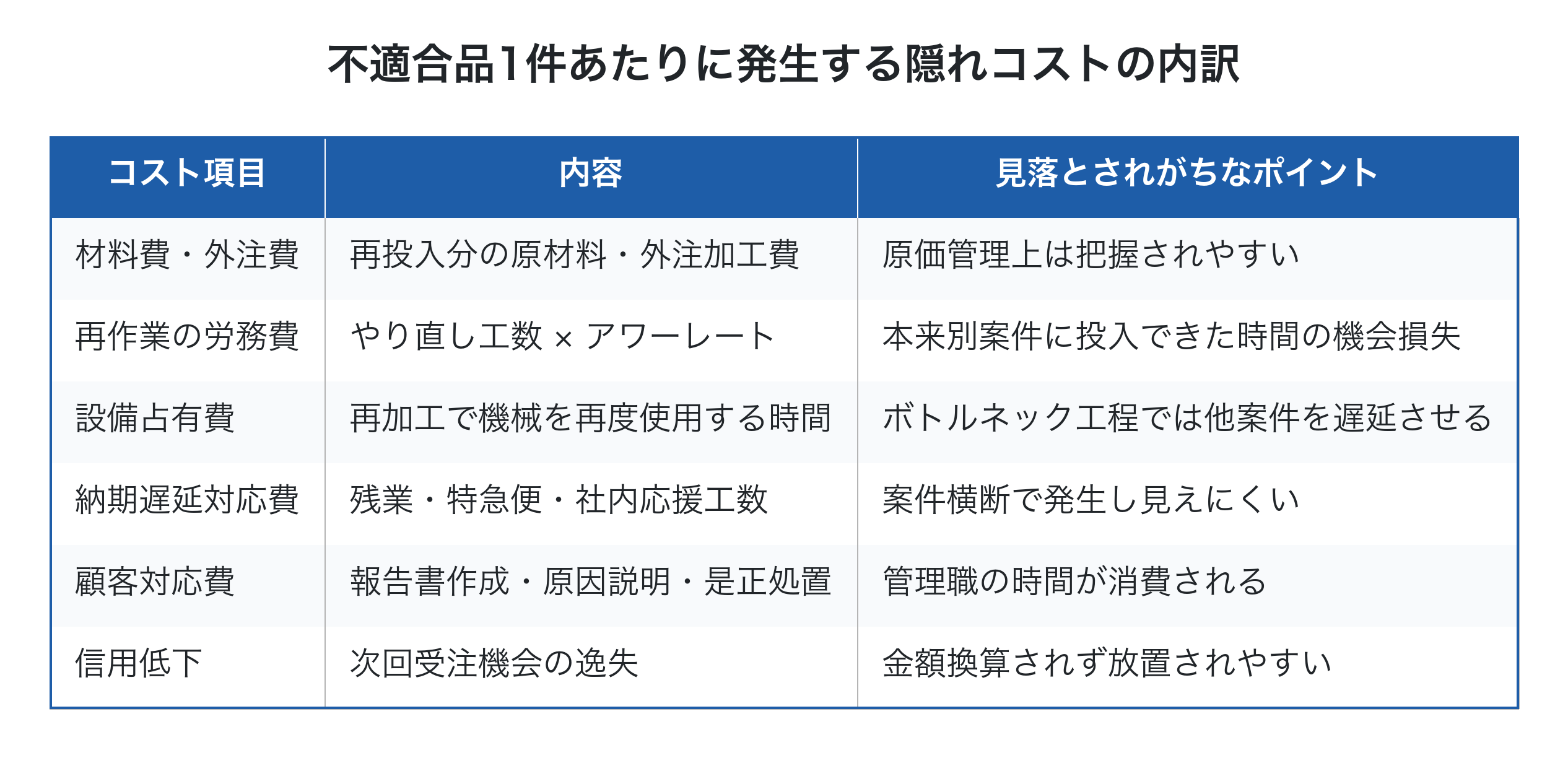
「材料費だけで考えれば1,000円の損失」のように見えていた不適合が、再作業の労務費・設備占有・納期遅延対応まで含めると、1件あたり数万円〜十数万円の損失になっていることは珍しくありません。まず、この「本当の損失額」を把握することが、不適合品削減の出発点になります。
ステップ1: 不適合コストの可視化で改善優先度を決める
不適合品の削減を「全件ゼロを目指す」と掲げてしまうと、現場は疲弊し、改善活動も続きません。重要なのは、損失金額の大きいものから優先的に手を打つという考え方です。これは品質改善においても、案件単位ではなく会社全体の付加価値を最大化する視点と一致します。
1-1. 不適合品データを「金額」で記録する
多くの中小製造業では、不適合品の記録が「件数」や「不良率(%)」止まりになっています。しかし、件数が多くても損失金額が小さい不適合(例: 軽微な表面キズで再研磨5分)と、件数は少ないが損失が大きい不適合(例: 最終工程での寸法不良で全工程やり直し)を同列に扱うと、優先度を間違えます。
記録すべき項目は次の通りです。
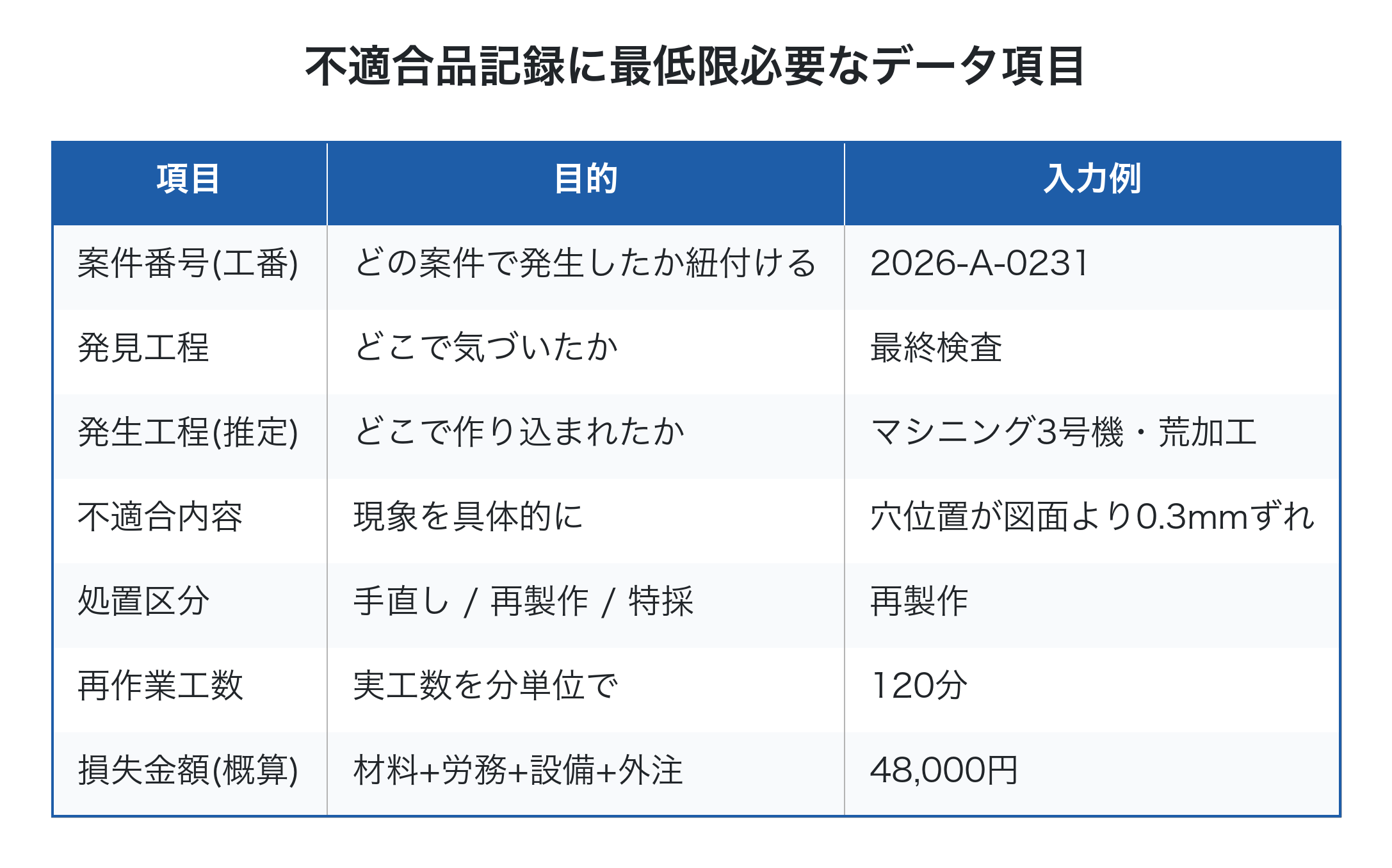
「損失金額」を算出するには、自社のアワーレート(人・機械)が必要です。アワーレートは「年間の労務費(または設備費) ÷ 年間稼働時間 × 稼働率」で計算します。詳しい算出方法は製造原価とは?内訳・計算方法・含まれるものを小規模製造業向けに解説や設備費チャージレートの計算方法を参照してください。
1-2. パレート図で「上位2割の不適合」を特定する
3か月分のデータが溜まったら、不適合の種類別に損失金額を集計し、大きい順に並べます。経験的に、上位2〜3種類の不適合で全体の7〜8割の損失を占めているケースがほとんどです。
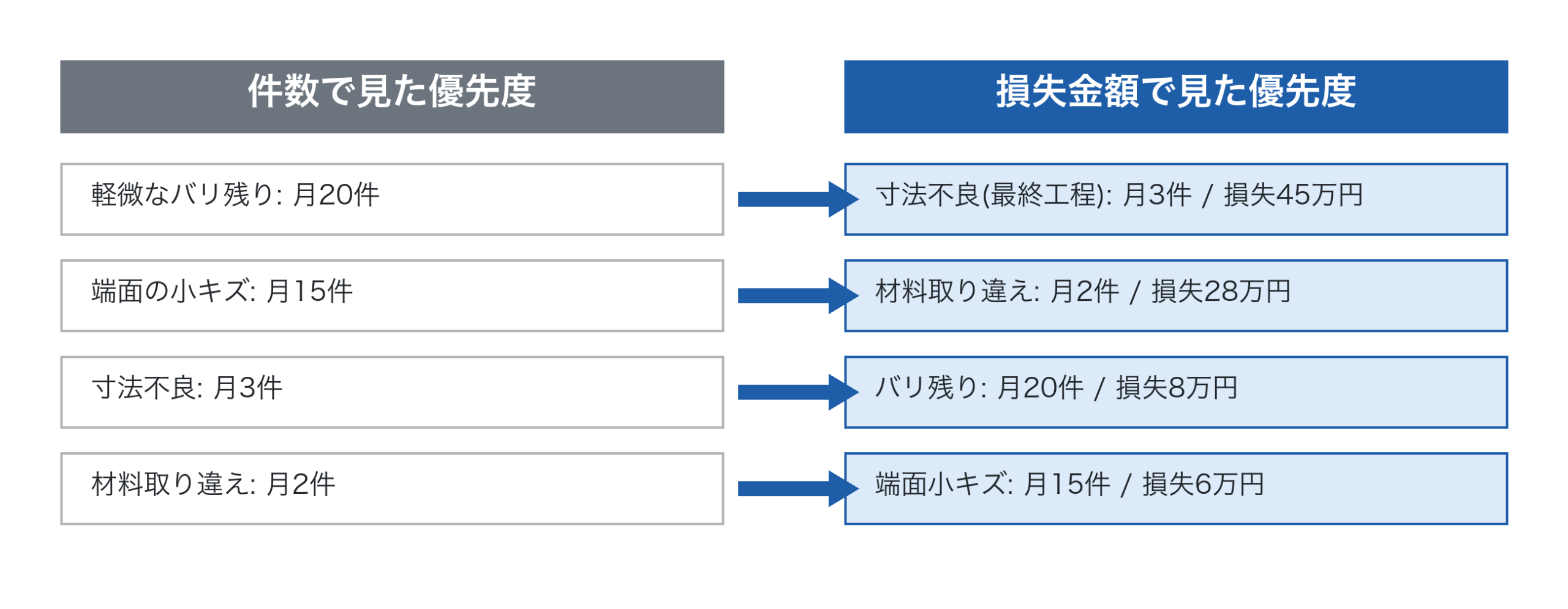
件数だけ見ていると「バリ残りをまず減らそう」となりがちですが、損失金額で見れば「寸法不良の再発防止」が最優先という判断になります。データに基づく優先順位付けが、限られた改善リソースを最大限活かす鍵です。
ステップ2: なぜなぜ分析で発生工程を特定する
優先課題が決まったら、次は原因の深掘りです。多くの現場では「作業者の確認不足」「注意喚起する」で終わってしまい、同じ不適合が繰り返されます。これを断ち切るのが、トヨタ生産方式由来の「なぜなぜ分析」です。
2-1. 「発見工程」と「発生工程」を分けて考える
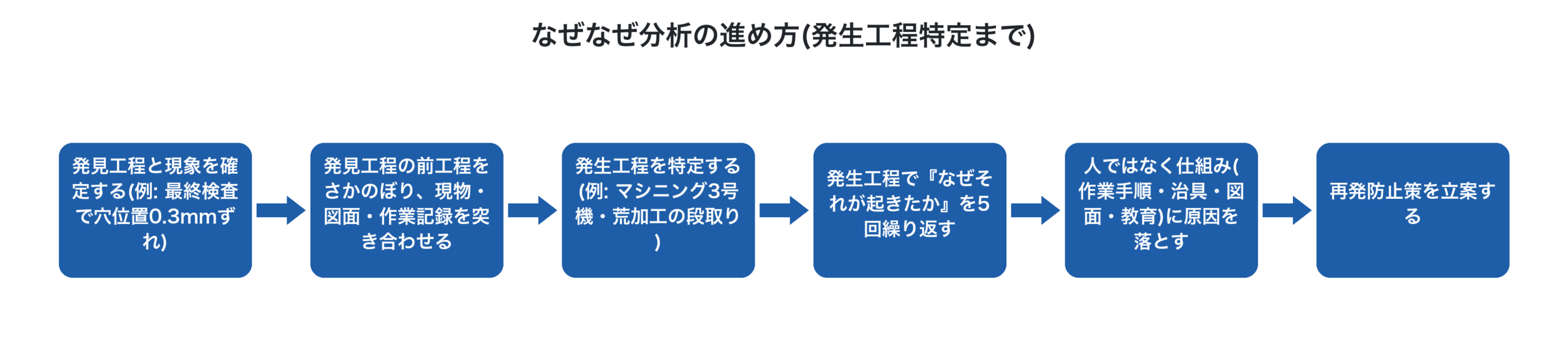
不適合は「発見された工程」と「実際に作り込まれた工程」がずれていることが大半です。最終検査で発見された寸法不良は、実は2工程前のマシニング加工で発生していた、というケースを丁寧に切り分けます。
2-2. 「人の注意不足」で止めないルール
なぜなぜ分析で頻発する失敗は、「作業者Aさんが注意不足だった」で結論を出してしまうことです。仮にそれが事実だとしても、対策は「Aさんに注意する」「朝礼で周知する」となり、人が替われば同じことが再発します。
中小製造業の現場で機能しやすいのは、「次にBさんがやっても同じミスをしないか?」と問い直すルールです。答えがNoならば、原因はまだ「人」に留まっており、仕組みまで掘り下げられていません。具体的には、4M(人・機械・材料・方法)のどれに対策を打てば再発を防げるかという視点で深掘りします。
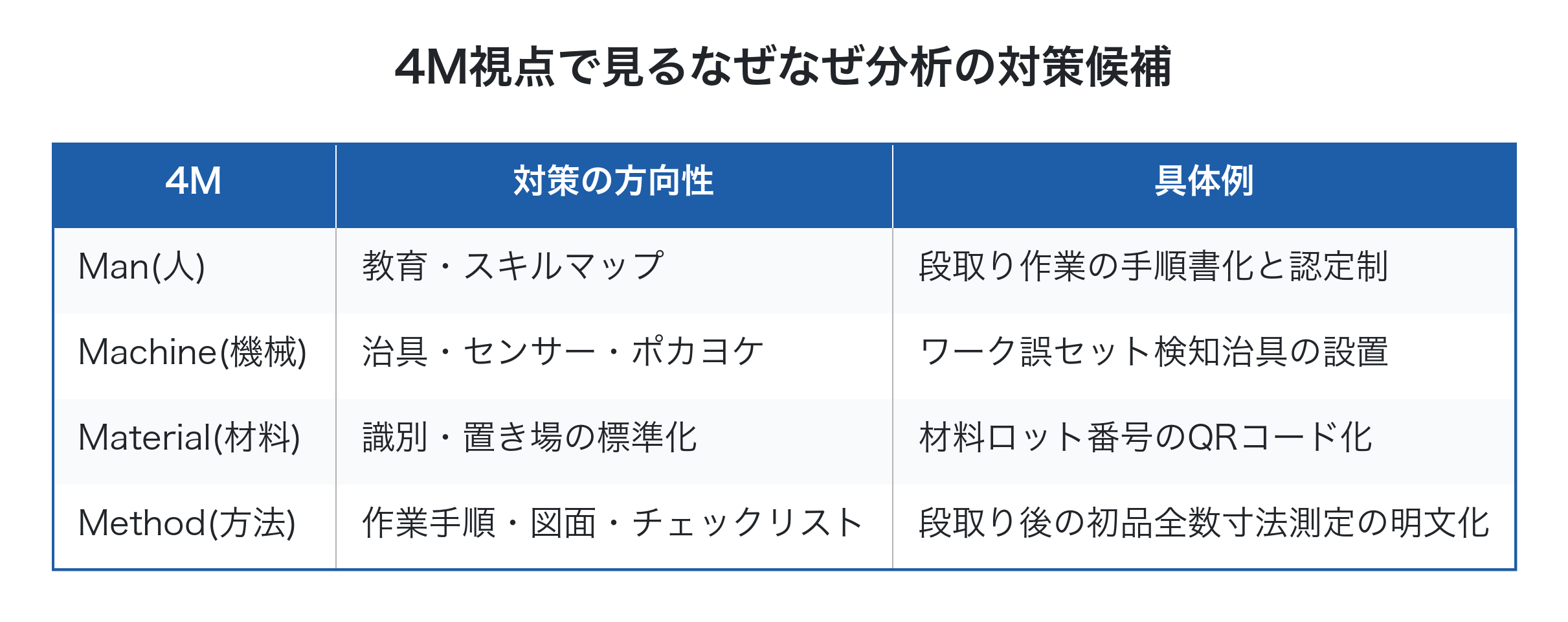
経験的に、人への対策(教育・注意喚起)だけで終わった改善は半年以内に再発します。治具やチェック手順といった「次の人が同じことをしても気づける仕組み」に落とせるかが、効果の持続性を分けます。
ステップ3: 再発防止策の標準化とデータ蓄積
なぜなぜ分析で対策案が出ても、現場に定着しなければ意味がありません。再発防止策を「標準作業」に組み込み、後戻りしない仕組みを作ります。
3-1. 作業指示書・チェックリストへの反映
対策が決まったら、対象工程の作業指示書・段取り手順書・チェックリストに必ず反映します。紙の手順書を都度差し替えるのは運用負荷が高いため、データで管理し、案件ごとに最新版を呼び出せる状態にしておくのが理想です。
作業指示書の電子化と工番との紐付けについては、作業指示書を効率化するアプリで詳しく扱っています。
3-2. 改善効果を「金額」で追う
改善した不適合項目について、その後3〜6か月間の発生件数と損失金額を追跡します。「対策後3か月で寸法不良の損失額が月45万円→月8万円に減少」のように、金額で効果を示すことで、現場のモチベーションと経営層の理解が両立します。
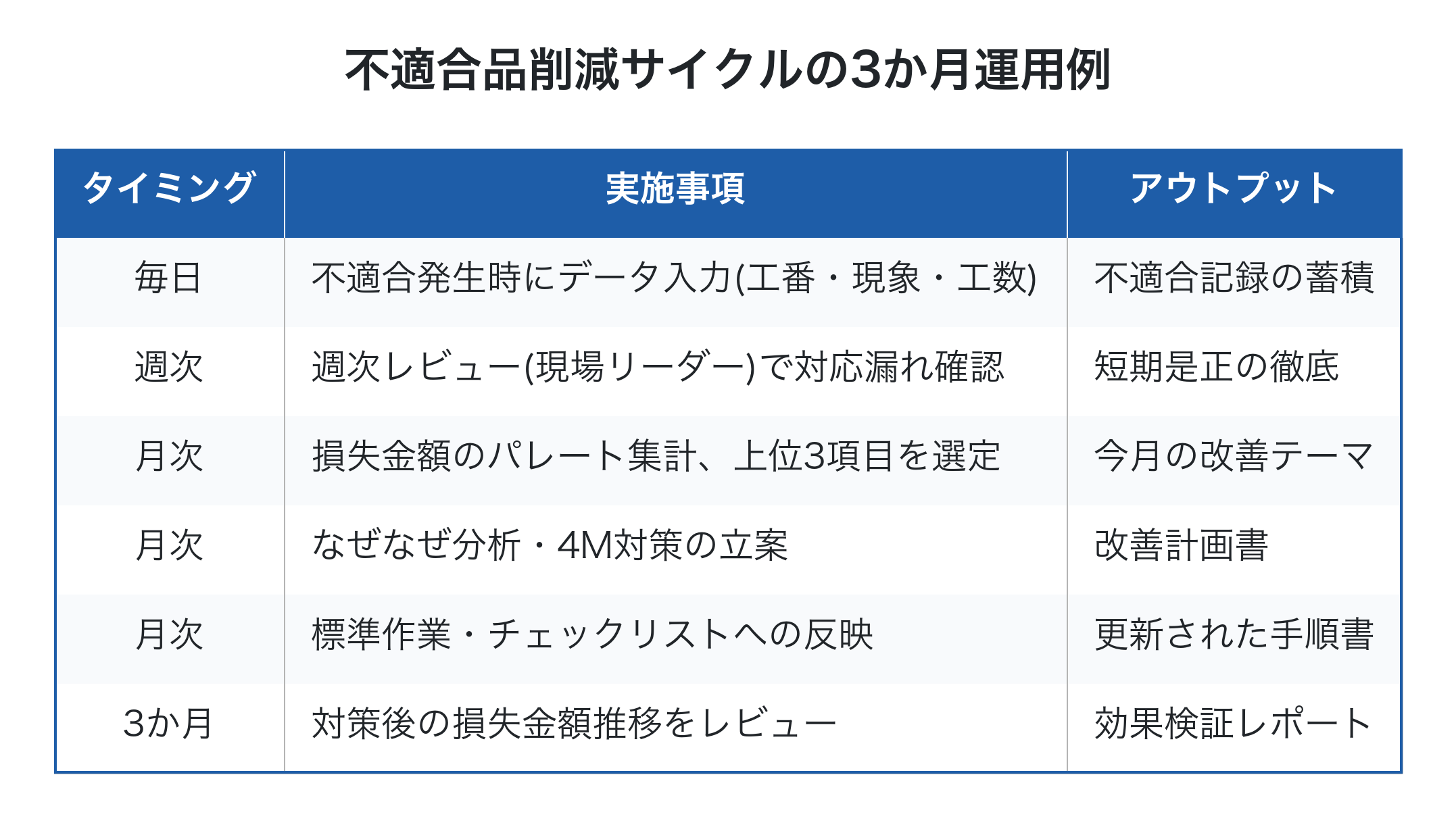
このサイクルを回すには、不適合データが「案件(工番)単位」で記録され、誰でも集計できる形になっていることが前提です。Excelの個別ファイルや紙の不適合報告書のままでは、月次集計のたびに担当者が数時間かけて手作業で転記することになり、続きません。
Factory Advanceで不適合コストを案件別に可視化する
クラウド型生産管理システム「Factory Advance」は、個別受注生産型の中小製造業向けに、案件(工番)単位での進捗・実績・原価を一元管理する仕組みを提供します。不適合品削減の文脈では、次の点で改善サイクルを支えます。
- 案件別の実績工数記録: 作業者がスマホやタブレットで作業開始・終了を打刻することで、再作業に要した工数が案件に紐付いて自動集計されます。
- 不適合発生時の損失額の見える化: アワーレート(人・機械)を事前に登録しておくことで、再作業工数が即座に金額換算され、案件別の利益への影響が把握できます。
- 見積実績の差異分析: 「見積より工数が大幅に増えた案件」を自動抽出することで、不適合が利益を圧迫している案件をデータで特定できます。
- 作業指示書の電子配信: 改善で更新された手順・チェックリストを案件ごとに最新版で配信でき、現場での標準化が定着します。
「見積試算 → 実績登録 → 差異分析 → 改善 → レート再計算」というサイクルを回すことで、不適合品削減が単なる品質活動ではなく、案件別収益を改善する経営活動として位置付けられます。製品の詳細はFactory Advance公式サイト、機能の詳細はシステム概要資料をご覧ください。
まとめ
中小製造業の不適合品削減で押さえるべきポイントは次の3つです。
- 不適合の損失を「金額」で記録する: 件数や不良率ではなく、再作業の労務費・設備費・納期対応費まで含めた金額で把握する。パレートで上位2〜3項目に絞り込む。
- 発見工程と発生工程を分けて、なぜなぜ分析を4Mで深掘りする: 「人の注意不足」で止めず、治具・手順・チェックリストといった仕組みに落とす。
- 対策を標準作業に反映し、3か月単位で金額の推移を追う: 改善効果が金額で見えることで、現場と経営が同じ言葉で語れるようになる。
不適合品の削減は、品質の話であると同時に、利益の話です。データを案件別に蓄積できる仕組みを整え、損失金額の大きいところから着実に潰していくことが、中小製造業が持続的に利益体質を作るための現実的な道筋となります。なお、補助金や法令の最新情報は2026年時点のものを記載していますので、活用検討時には必ず最新情報をご確認ください。
参考文献
製造業 品質管理 仕組み作り|中小工場の3点セット
「ベテランが辞めたら品質が一気に落ちた」「同じ不良が何度も繰り返される」「クレーム対応に追われて改善まで手が回らない」。中小製造業の現場でよく聞く悩みです。多品種少量・個別受注の工場では、量産ラインのような重厚な品質管理体制を持ち込んでも回りません。必要なのは、現場の負担を増やさずに品質を「作り込む」軽量な仕組みです。本記事では、QC工程表・作業標準化・自主検査の3点セットで構成する品質管理の仕組み作りを、中小製造業が実装できる粒度で解説します。
中小製造業の品質管理が回らない3つの理由
品質トラブルが減らない工場には、共通する構造的な弱点があります。まずは自社がどこに該当するかを確認することから始めます。
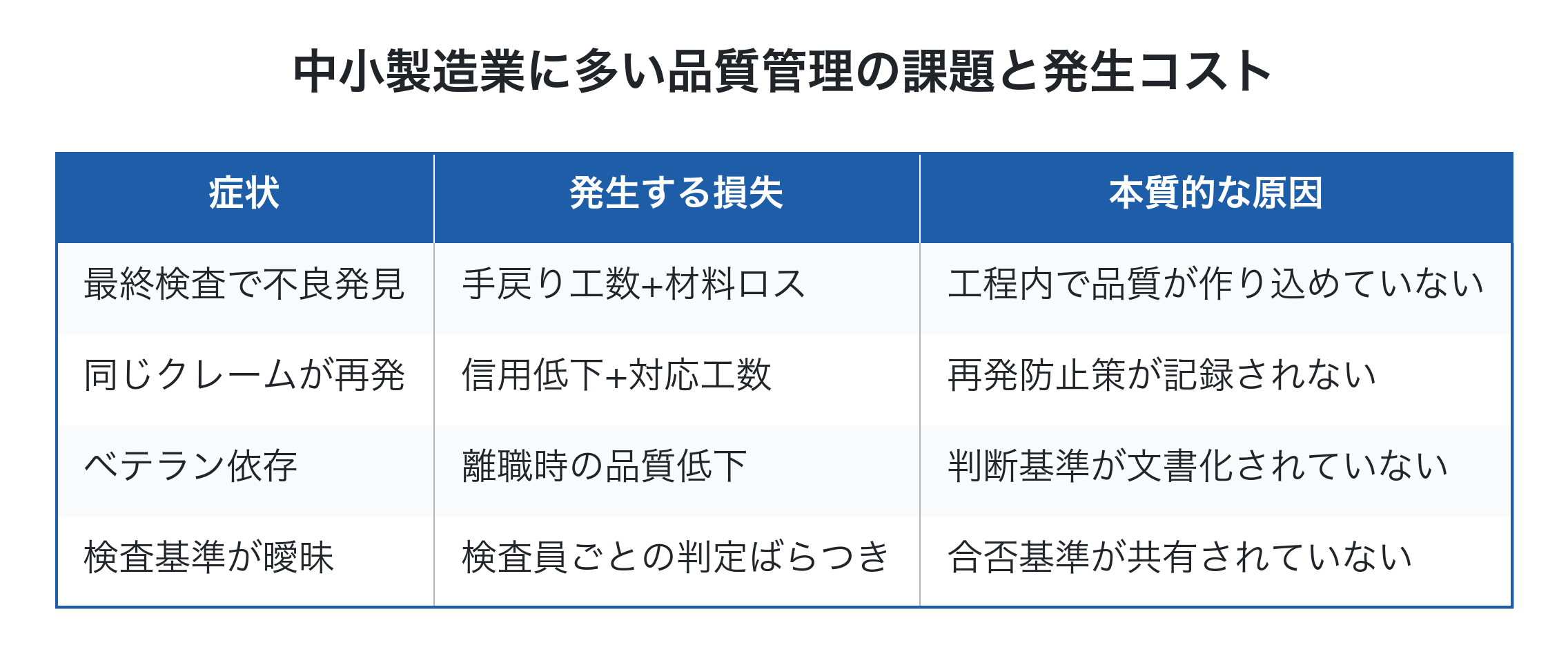
属人化:作り方が頭の中にしかない
熟練工の経験と勘で品質が支えられている状態です。本人が休めば段取りが変わり、退職すれば品質が一段下がる。図面と現物の橋渡しを「分かっている人」一人に依存しており、若手は背中を見て覚えるしかありません。
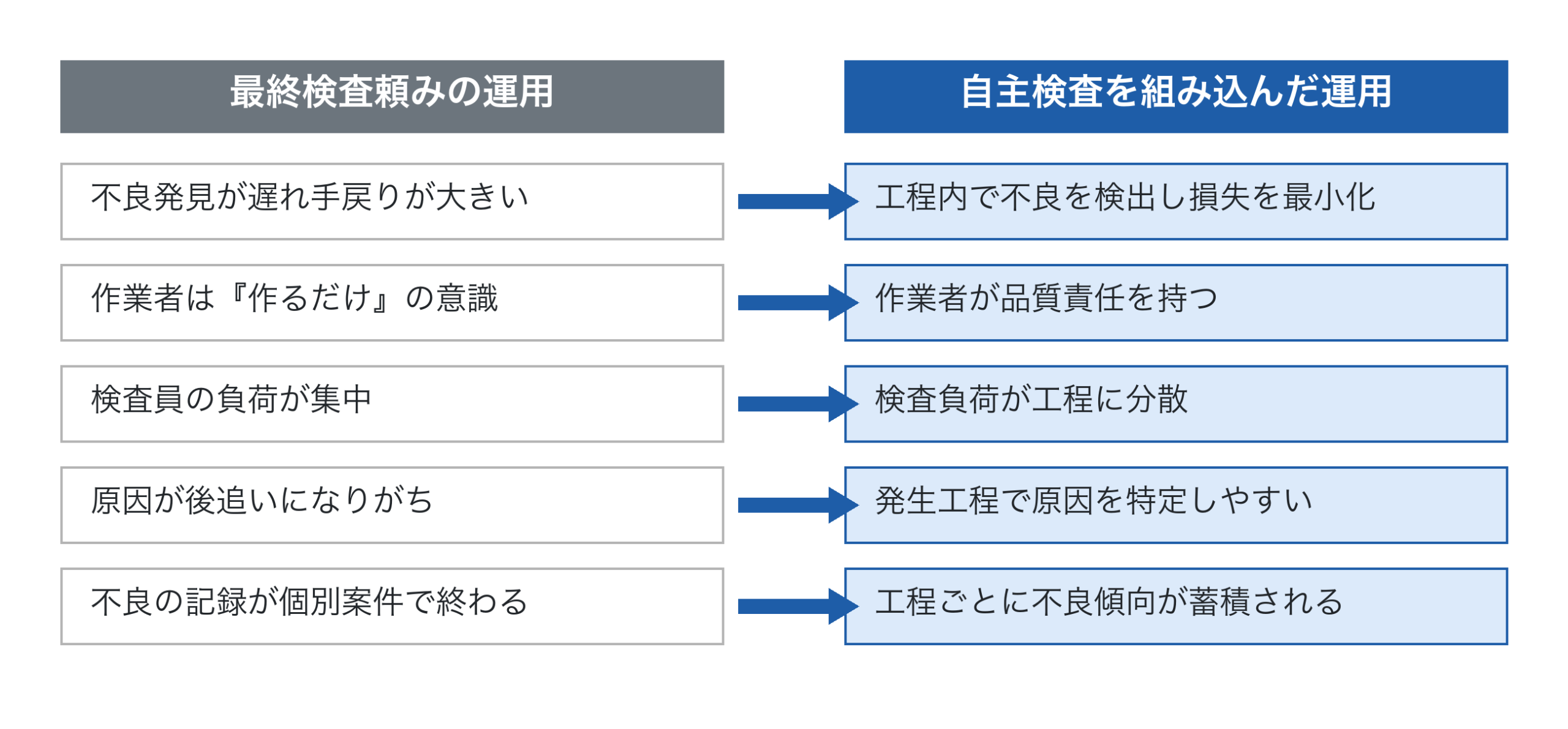
検査頼み:後工程で不良を見つけて手戻り
「最終検査で見つければいい」という発想で工程を組むと、不良が発生してから気づくまでのタイムラグが大きくなります。仕掛品の中に不良が紛れ込み、後工程の作業も一緒に無駄になるため、社内コストが膨張します。
記録なし:同じ不良が繰り返される
不具合が起きてもその場の対処で終わり、原因と対策が記録に残らないケースです。半年後に同じ顧客から同じクレームが来ても、前回どう対応したかが分からない。改善のサイクルが回らず、品質コストが累積していきます。
公的な調査でも、中小製造業の課題として「経営と現場の乖離」「データが部分最適に留まる」ことが指摘されています(出典: 「ものづくりデータ活用サポートブック」Ver.1.0)。品質管理の仕組み作りは、現場で取った記録を経営判断につなげる仕掛けでもあります。
品質管理の仕組み作りを支える3点セット
中小製造業で実際に回せる品質管理の仕組みは、次の3要素を揃えることで成立します。重厚なISO文書体系を一気に作る必要はありません。むしろ最初は薄く、運用しながら厚くしていく方針が現実的です。
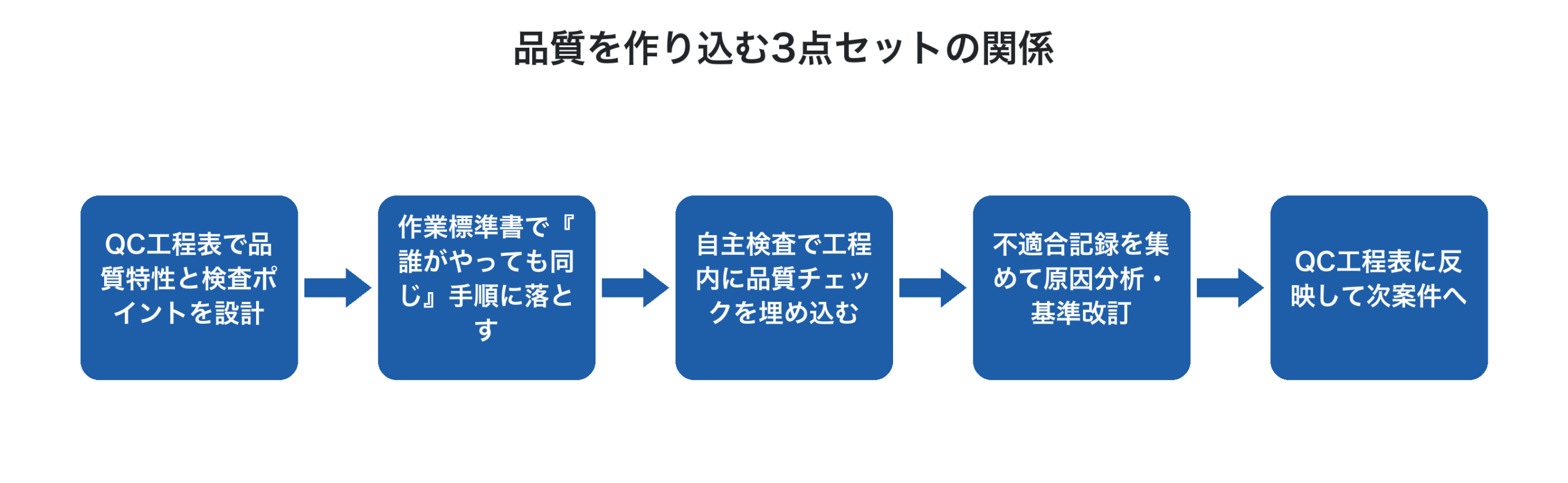
QC工程表:どこで何を保証するかの設計図
QC工程表(Quality Control 工程表)は、製品が完成するまでの各工程で「どの品質特性を、どの方法で、誰が、どのタイミングで管理するか」を一覧化したものです。図面の要求事項を工程の管理項目に翻訳する役割を担います。
中小製造業の場合、A4一枚に収まる軽量版で十分です。盛り込むべき項目は次の通り。
- 工程名と使用設備
- 管理項目(寸法・外観・硬度など)と規格値
- 管理方法(全数/抜取/初物/中間)と頻度
- 使用する計測器
- 異常時の処置と報告先
QC工程表を作る過程そのものが、属人化を可視化する作業になります。「この寸法は誰がどうやって確認しているのか」を問い直すと、特定の熟練工しか判断できていない箇所が浮かび上がります。
作業標準書:手順とコツを共有する
QC工程表が「何を管理するか」の設計図なら、作業標準書は「どうやって作るか」の手順書です。中小製造業では分厚いマニュアルより、写真や図を多用した1〜2ページの実用的な標準書が効果的です。
書くべき要素を絞ると次のようになります。
- 段取り(治具・刃物・プログラム番号)
- 加工条件(回転数・送り・切込み)
- 急所(ここで失敗しやすいポイント)
- 仕上がり目安(写真や限度見本)
- 自主検査項目とタイミング
「急所」の項目こそが熟練工のノウハウを継承する核心部分です。「この材料は朝一は冷えているから0.02mm多めに削る」といった現場の知恵を、文書として残します。
自主検査:工程内で品質を作り込む
自主検査は、作業者自身が自分の工程の出来栄えを確認する仕組みです。最終検査に頼らず、不良を作った工程で食い止めるという考え方が基盤にあります。
実装のポイントは3つ。第一に、初物検査・中間検査・終了時検査の3タイミングで分けて運用します。第二に、合否判定が一目で分かる限度見本や数値基準を現場に置きます。第三に、検査結果を必ず記録に残し、後から振り返れるようにします。
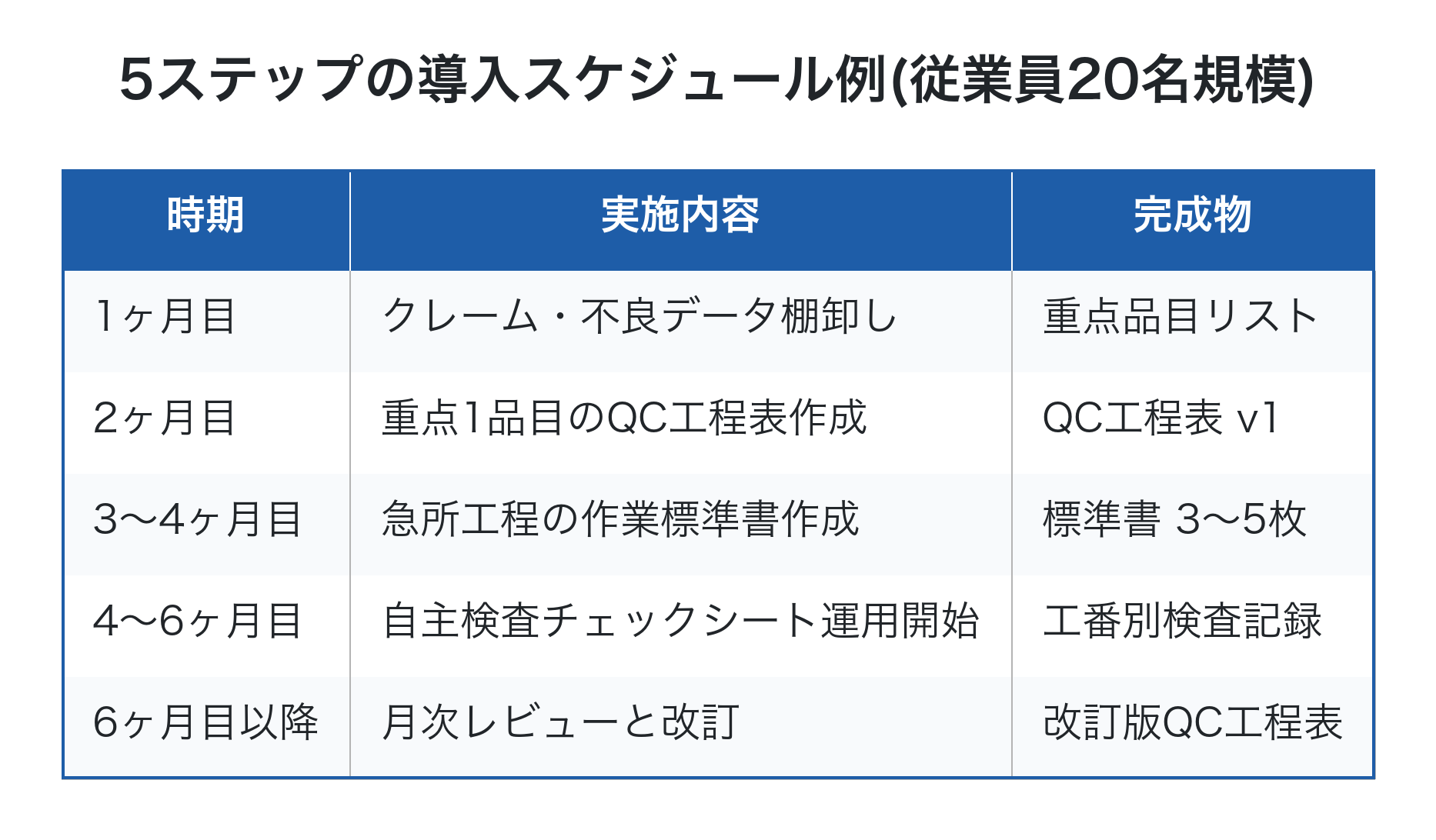
軽量化された仕組み設計の5ステップ
3点セットを一気に作ろうとすると挫折します。中小製造業が現実的に着手できる順番を、5ステップに分けて示します。
ステップ1:過去のクレーム・不良データを棚卸しする
直近1〜2年のクレーム・社内不良・手直し記録を集めます。発生件数の多い不良、損失金額の大きい不良、繰り返している不良の3つの軸で並び替えると、優先して対策すべき品目・工程が見えてきます。完璧なデータでなくても、紙の不良票や納入後のクレームメールを集めるだけで傾向は掴めます。
ステップ2:重点品目から QC工程表を1枚作る
棚卸しで浮かんだ重点品目を1つ選び、その製品のQC工程表を作ります。最初から全製品を網羅する必要はありません。1品目で雛形を作り、運用しながら他品目に展開する方が定着します。
ステップ3:急所工程の作業標準書を整える
QC工程表で「ここが効く」と特定した急所工程について、作業標準書を作ります。文章だけで書こうとせず、現場でスマホで撮った写真や動画を貼り付けるだけでも価値があります。完璧を求めず、まず一次版を出して現場で叩く方が早く完成します。
ステップ4:自主検査の記録を実績データと紐づける
自主検査の結果を、案件番号(工番)と紐づけて記録します。紙のチェックシートでも構いませんが、後で集計したいなら最初からデジタル入力にした方が手間が減ります。工程管理システム上で工番ごとに検査結果を残せば、「どの工程で何の不良が出やすいか」が自動的に集計されます。
ステップ5:月次で振り返り、QC工程表を改訂する
月に一度、不良データと自主検査記録を見直す場を設けます。新たに繰り返している不良があればQC工程表に管理項目を追加し、検査が形骸化している項目は廃止します。この改訂ループこそが「仕組みが生きている」状態です。
品質を「コスト」から「利益」に変える視点
品質管理を「やらされるコスト」と捉えると、現場の負担感ばかりが強調されます。仕組み作りを成功させるには、品質改善が会社全体の利益にどう効くかを経営者と現場で共有することが重要です。
不良1件が発生したときの損失は、材料費だけではありません。再加工に充てた時間は他の案件にも回せたはずの時間であり、その間に得られたはずの付加価値も失っています。スループット(売上−材料費−外注費)の視点で見ると、不良削減は売上拡大と同等の効果を持ちます。
特に多品種少量・個別受注の工場では、案件単位で「予定工数 vs 実績工数」「見積品質コスト vs 実際の手直し工数」を比較できる状態を作ると、品質改善の経済効果が見えるようになります。記録された自主検査データと工数実績を組み合わせれば、「不良が起きやすい工程=利益を圧迫している工程」として可視化できます。
このあたりの考え方は、製造業の手戻り対策|追加請求を漏らさない記録術 や 製造業の利益漏洩を防ぐ方法|現場で起きる隠れ損失を工番管理で見える化する でも詳しく扱っています。
Factory Advanceで品質と収益を同時に見える化する
クラウド型生産管理システム「Factory Advance」は、個別受注生産型の中小製造業向けに、案件(工番)単位で売上・原価・工程進捗を一元管理するための仕組みです。品質管理の3点セットを運用する上では、次のような形で活用できます。
- 工番ごとに作業実績(誰が・いつ・どの工程を・何時間)を記録し、自主検査結果と紐づけて保存
- QRコード作業指示書で標準書や図面を現場端末から呼び出し、最新版を常に参照
- 案件別に「予定工数 vs 実績工数」を可視化し、手戻り工数が発生した案件を即座に特定
- 不適合データを集計し、工程別・製品別の不良傾向を分析
紙とExcelで分散していた品質記録と原価記録を、案件という共通の軸で結合することで、「品質改善が利益にどう効いたか」が数字で語れるようになります。
導入や仕組み作りの詳細については、Factory Advance 公式サイト と システム詳細ページ をご覧ください。
まとめ:小さく始めて、月次で育てる
中小製造業の品質管理 仕組み作りは、QC工程表・作業標準書・自主検査の3点セットを軽量に組み合わせることで実装できます。最初から完璧なISO体系を目指すのではなく、重点品目1つから始めて、月次のレビューで育てていく方が現場に定着します。
ポイントを再掲します。
- QC工程表で「どこで何を保証するか」を設計する
- 作業標準書で熟練工の急所ノウハウを文書化する
- 自主検査を工程内に埋め込み、最終検査頼みから脱却する
- 自主検査記録は工番と紐づけ、原価データと一緒に分析する
- 月次レビューで仕組みを改訂し続ける
品質管理を「現場のコスト」ではなく「会社全体の利益を守る仕組み」として位置づけたとき、3点セットは初めて生きた仕組みとして回り始めます。
参考文献
- 2025年版ものづくり白書(経済産業省)
- 中小規模製造業者の製造分野におけるDX推進のためのガイド(IPA)
- ものづくりデータ活用サポートブック Ver.1.0(2026年3月)