不適合品削減|中小製造業の損失を見える化
「不良はゼロにしたい。でも何から手をつければいいかわからない」。多品種少量・個別受注の現場では、こうした声をよく聞きます。不適合品は単なる材料ロスではなく、再作業の人件費・納期遅延・信用低下という形で会社の利益を確実に削っています。本記事では、中小製造業が不適合品削減に取り組むための3つの軸。損失コストの可視化、なぜなぜ分析による発生工程の特定、再発防止策の標準化を、実務に落とし込める粒度で解説します。
目次
不適合品が中小製造業の利益を蝕む構造
不適合品が発生したとき、現場では「材料をもう一本出して作り直す」「夜間残業で間に合わせる」といった対応が日常的に行われます。一見すると現場の頑張りで吸収できているように見えますが、これらの対応はすべて会社のスループット(売上 − 材料費・外注費)を直接削っています。
中小機構の「中小企業景況調査」では、中小製造業の採算(経常利益)が複数四半期にわたりマイナス幅を拡大している局面があると報告されています。原材料・エネルギー・人件費が高騰する中、不適合品による損失は「気づかないうちに利益を吸い取る穴」となりやすい領域です。
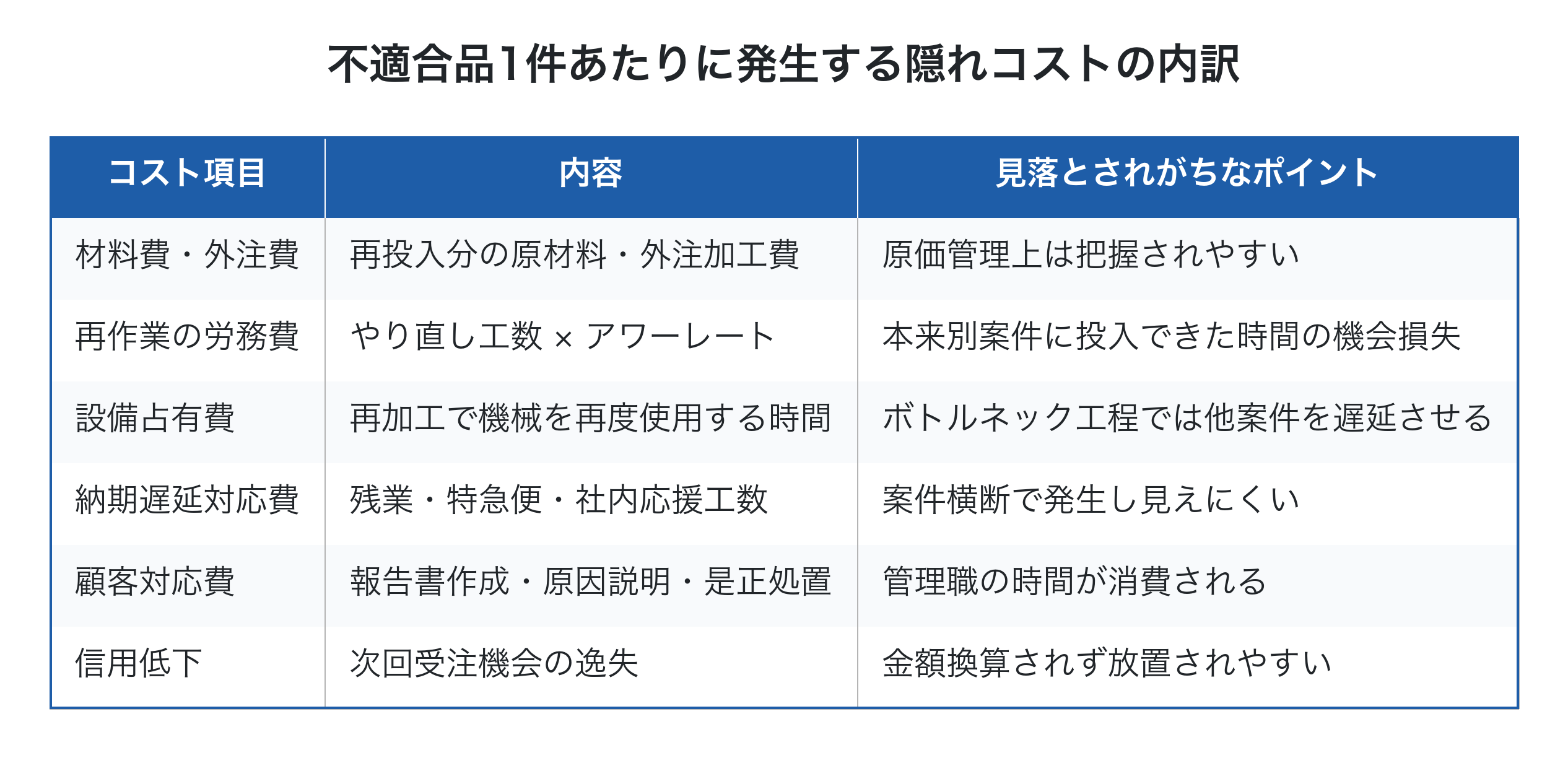
「材料費だけで考えれば1,000円の損失」のように見えていた不適合が、再作業の労務費・設備占有・納期遅延対応まで含めると、1件あたり数万円〜十数万円の損失になっていることは珍しくありません。まず、この「本当の損失額」を把握することが、不適合品削減の出発点になります。
ステップ1: 不適合コストの可視化で改善優先度を決める
不適合品の削減を「全件ゼロを目指す」と掲げてしまうと、現場は疲弊し、改善活動も続きません。重要なのは、損失金額の大きいものから優先的に手を打つという考え方です。これは品質改善においても、案件単位ではなく会社全体の付加価値を最大化する視点と一致します。
1-1. 不適合品データを「金額」で記録する
多くの中小製造業では、不適合品の記録が「件数」や「不良率(%)」止まりになっています。しかし、件数が多くても損失金額が小さい不適合(例: 軽微な表面キズで再研磨5分)と、件数は少ないが損失が大きい不適合(例: 最終工程での寸法不良で全工程やり直し)を同列に扱うと、優先度を間違えます。
記録すべき項目は次の通りです。
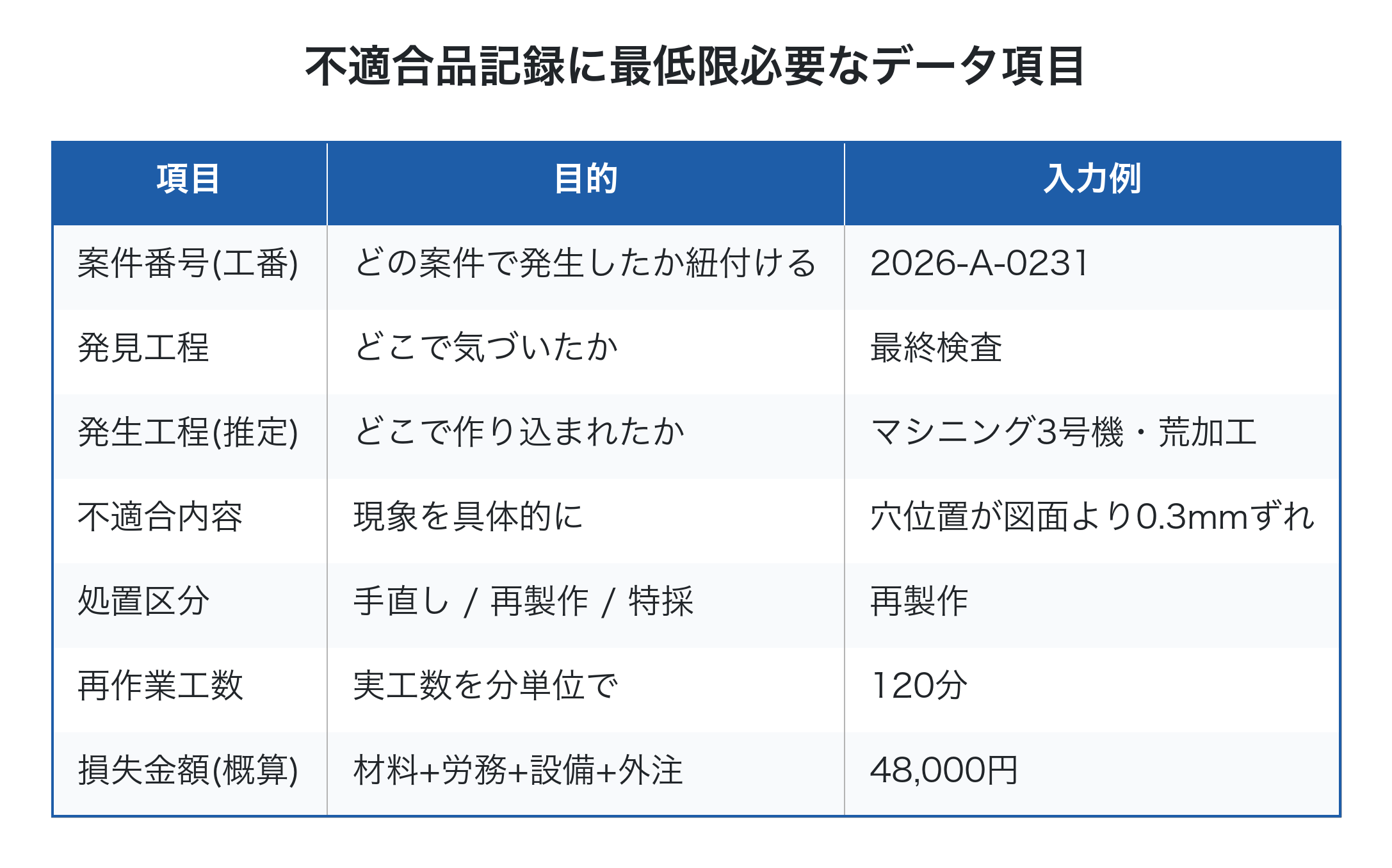
「損失金額」を算出するには、自社のアワーレート(人・機械)が必要です。アワーレートは「年間の労務費(または設備費) ÷ 年間稼働時間 × 稼働率」で計算します。詳しい算出方法は製造原価とは?内訳・計算方法・含まれるものを小規模製造業向けに解説や設備費チャージレートの計算方法を参照してください。
1-2. パレート図で「上位2割の不適合」を特定する
3か月分のデータが溜まったら、不適合の種類別に損失金額を集計し、大きい順に並べます。経験的に、上位2〜3種類の不適合で全体の7〜8割の損失を占めているケースがほとんどです。
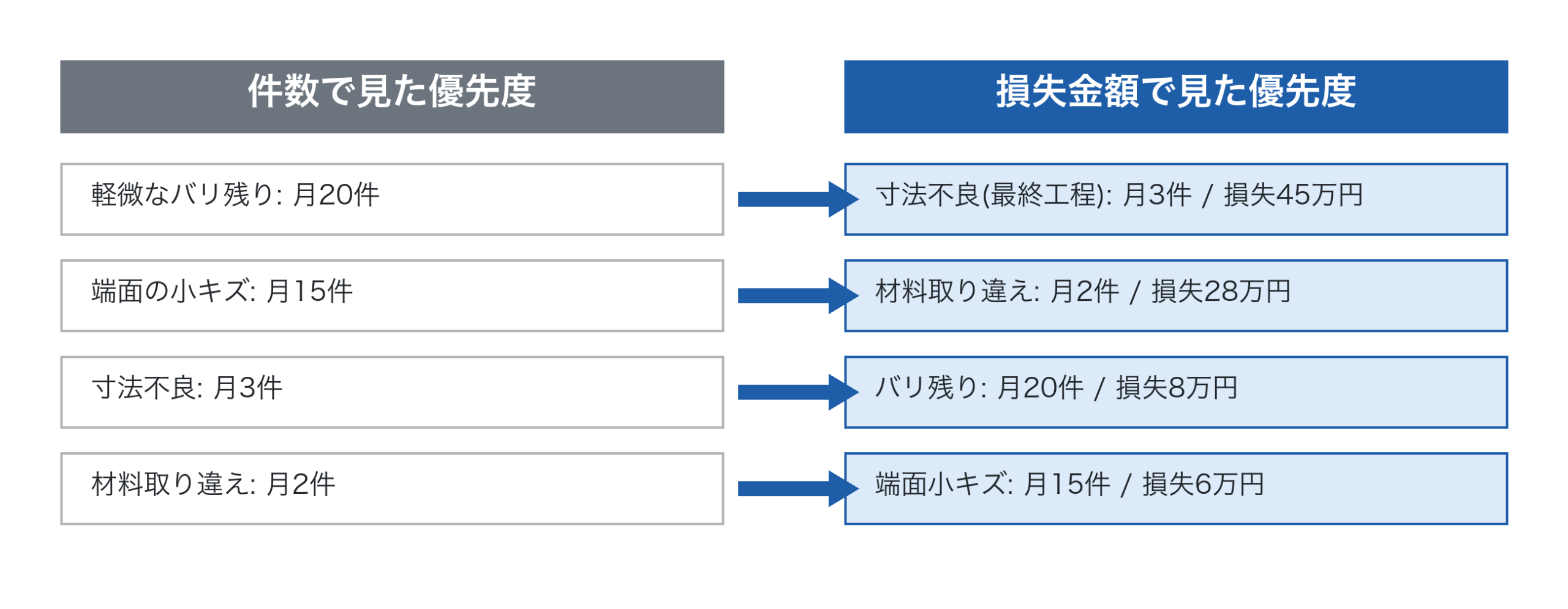
件数だけ見ていると「バリ残りをまず減らそう」となりがちですが、損失金額で見れば「寸法不良の再発防止」が最優先という判断になります。データに基づく優先順位付けが、限られた改善リソースを最大限活かす鍵です。
ステップ2: なぜなぜ分析で発生工程を特定する
優先課題が決まったら、次は原因の深掘りです。多くの現場では「作業者の確認不足」「注意喚起する」で終わってしまい、同じ不適合が繰り返されます。これを断ち切るのが、トヨタ生産方式由来の「なぜなぜ分析」です。
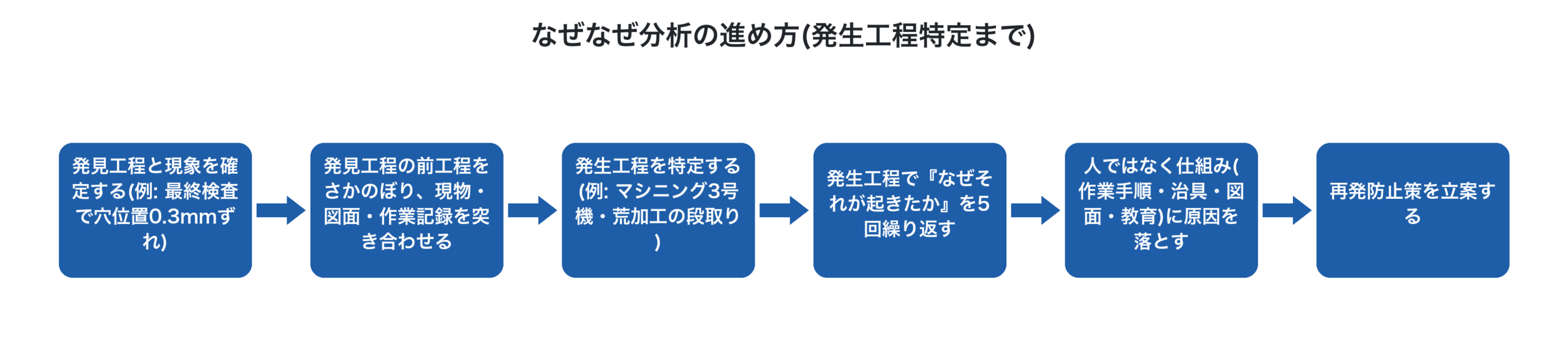
2-1. 「発見工程」と「発生工程」を分けて考える
不適合は「発見された工程」と「実際に作り込まれた工程」がずれていることが大半です。最終検査で発見された寸法不良は、実は2工程前のマシニング加工で発生していた、というケースを丁寧に切り分けます。
2-2. 「人の注意不足」で止めないルール
なぜなぜ分析で頻発する失敗は、「作業者Aさんが注意不足だった」で結論を出してしまうことです。仮にそれが事実だとしても、対策は「Aさんに注意する」「朝礼で周知する」となり、人が替われば同じことが再発します。
中小製造業の現場で機能しやすいのは、「次にBさんがやっても同じミスをしないか?」と問い直すルールです。答えがNoならば、原因はまだ「人」に留まっており、仕組みまで掘り下げられていません。具体的には、4M(人・機械・材料・方法)のどれに対策を打てば再発を防げるかという視点で深掘りします。
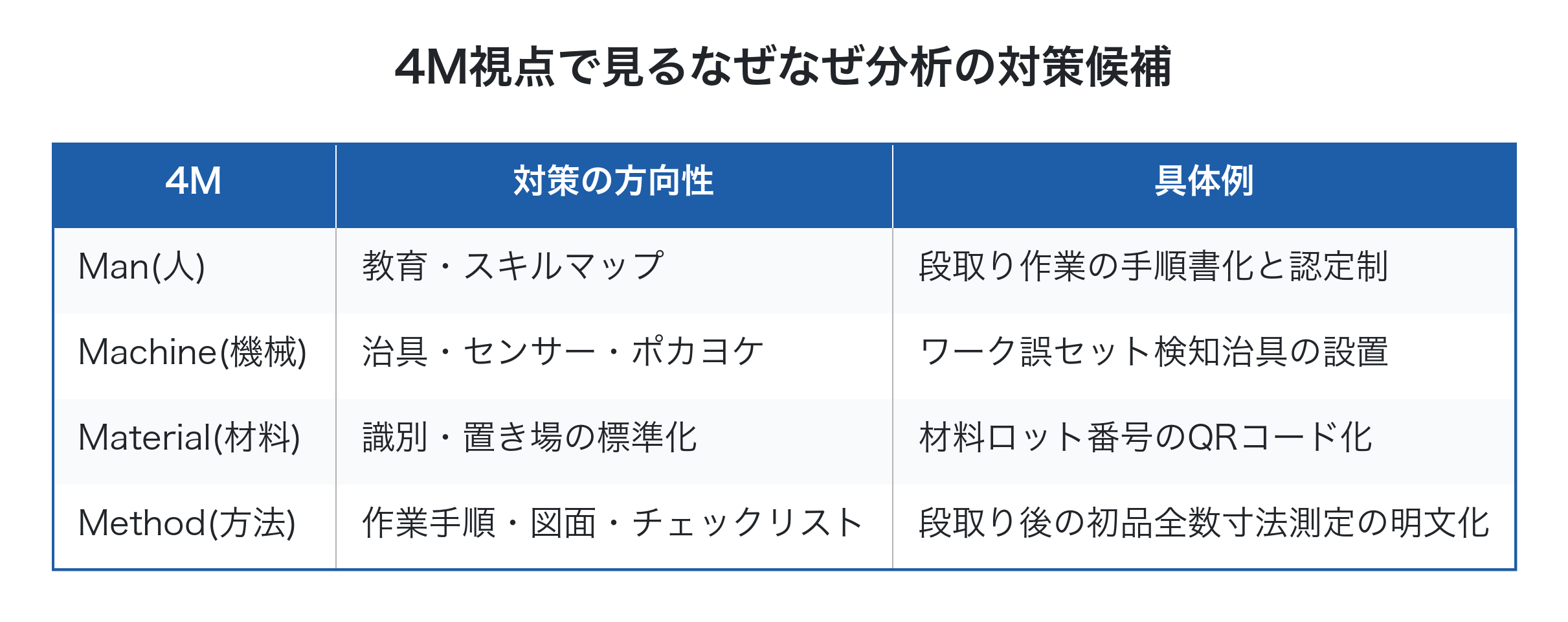
経験的に、人への対策(教育・注意喚起)だけで終わった改善は半年以内に再発します。治具やチェック手順といった「次の人が同じことをしても気づける仕組み」に落とせるかが、効果の持続性を分けます。
ステップ3: 再発防止策の標準化とデータ蓄積
なぜなぜ分析で対策案が出ても、現場に定着しなければ意味がありません。再発防止策を「標準作業」に組み込み、後戻りしない仕組みを作ります。
3-1. 作業指示書・チェックリストへの反映
対策が決まったら、対象工程の作業指示書・段取り手順書・チェックリストに必ず反映します。紙の手順書を都度差し替えるのは運用負荷が高いため、データで管理し、案件ごとに最新版を呼び出せる状態にしておくのが理想です。
作業指示書の電子化と工番との紐付けについては、作業指示書を効率化するアプリで詳しく扱っています。
3-2. 改善効果を「金額」で追う
改善した不適合項目について、その後3〜6か月間の発生件数と損失金額を追跡します。「対策後3か月で寸法不良の損失額が月45万円→月8万円に減少」のように、金額で効果を示すことで、現場のモチベーションと経営層の理解が両立します。
このサイクルを回すには、不適合データが「案件(工番)単位」で記録され、誰でも集計できる形になっていることが前提です。Excelの個別ファイルや紙の不適合報告書のままでは、月次集計のたびに担当者が数時間かけて手作業で転記することになり、続きません。
Factory Advanceで不適合コストを案件別に可視化する
クラウド型生産管理システム「Factory Advance」は、個別受注生産型の中小製造業向けに、案件(工番)単位での進捗・実績・原価を一元管理する仕組みを提供します。不適合品削減の文脈では、次の点で改善サイクルを支えます。
- 案件別の実績工数記録: 作業者がスマホやタブレットで作業開始・終了を打刻することで、再作業に要した工数が案件に紐付いて自動集計されます。
- 不適合発生時の損失額の見える化: アワーレート(人・機械)を事前に登録しておくことで、再作業工数が即座に金額換算され、案件別の利益への影響が把握できます。
- 見積実績の差異分析: 「見積より工数が大幅に増えた案件」を自動抽出することで、不適合が利益を圧迫している案件をデータで特定できます。
- 作業指示書の電子配信: 改善で更新された手順・チェックリストを案件ごとに最新版で配信でき、現場での標準化が定着します。
「見積試算 → 実績登録 → 差異分析 → 改善 → レート再計算」というサイクルを回すことで、不適合品削減が単なる品質活動ではなく、案件別収益を改善する経営活動として位置付けられます。製品の詳細はFactory Advance公式サイト、機能の詳細はシステム概要資料をご覧ください。
まとめ
中小製造業の不適合品削減で押さえるべきポイントは次の3つです。
- 不適合の損失を「金額」で記録する: 件数や不良率ではなく、再作業の労務費・設備費・納期対応費まで含めた金額で把握する。パレートで上位2〜3項目に絞り込む。
- 発見工程と発生工程を分けて、なぜなぜ分析を4Mで深掘りする: 「人の注意不足」で止めず、治具・手順・チェックリストといった仕組みに落とす。
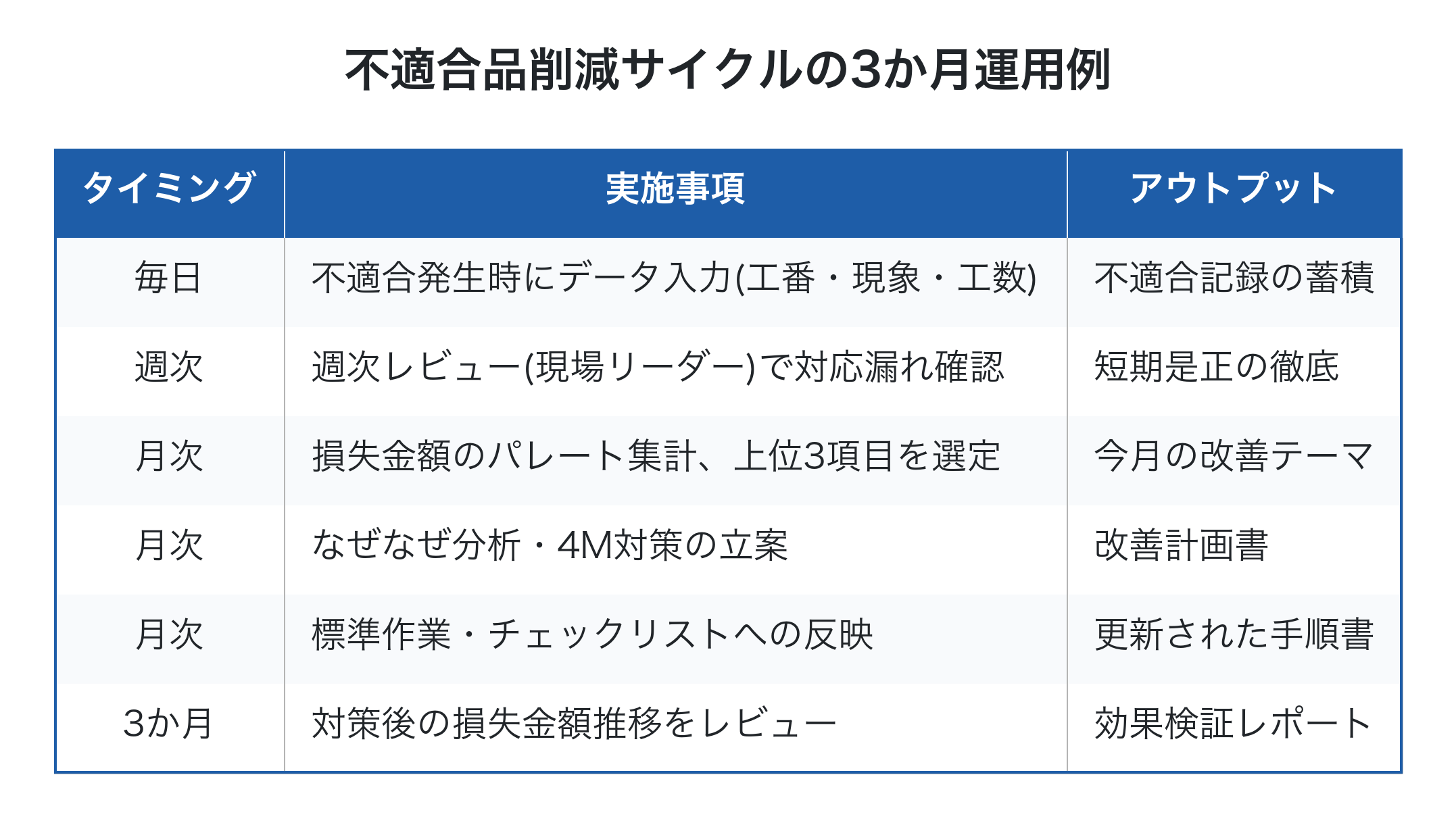
- 対策を標準作業に反映し、3か月単位で金額の推移を追う: 改善効果が金額で見えることで、現場と経営が同じ言葉で語れるようになる。
不適合品の削減は、品質の話であると同時に、利益の話です。データを案件別に蓄積できる仕組みを整え、損失金額の大きいところから着実に潰していくことが、中小製造業が持続的に利益体質を作るための現実的な道筋となります。なお、補助金や法令の最新情報は2026年時点のものを記載していますので、活用検討時には必ず最新情報をご確認ください。
参考文献
投稿者プロフィール

-
株式会社イーポート 代表取締役
■ ITコーディネーター
■ キャッシュフローコーチ®
■ JRCA認定ISMS審査員補
■ 東京都中小企業向け
デジタル技術導入促進ナビゲーター
■ 中小企業庁「みらデジ」デジタル化支援者
兵庫県出身。大学卒業後、外資系コンピューターメーカーを経て2008年に会社設立。業務用システムの受託開発及び中小製造業向けのパッケージの開発・販売を行う。
最新の投稿
- 2026年5月27日製造業の多能工化、正しい進め方とは?属人化を解消し「儲かる工場」に変える5ステップ
- 2026年5月27日製造業の7つのムダ削減で利益が出ない理由|撲滅すべき「8番目のムダ」とは
- 2026年5月26日品質クレームはなぜ繰り返す?製造業の再発防止を阻む「見えない赤字」の正体と対策
- 2026年5月26日製造業のカイゼン提案が活性化しない3つの罠|「儲かる改善」に変える収益管理術