製造業の7つのムダ削減|中小工場の見つけ方と対策
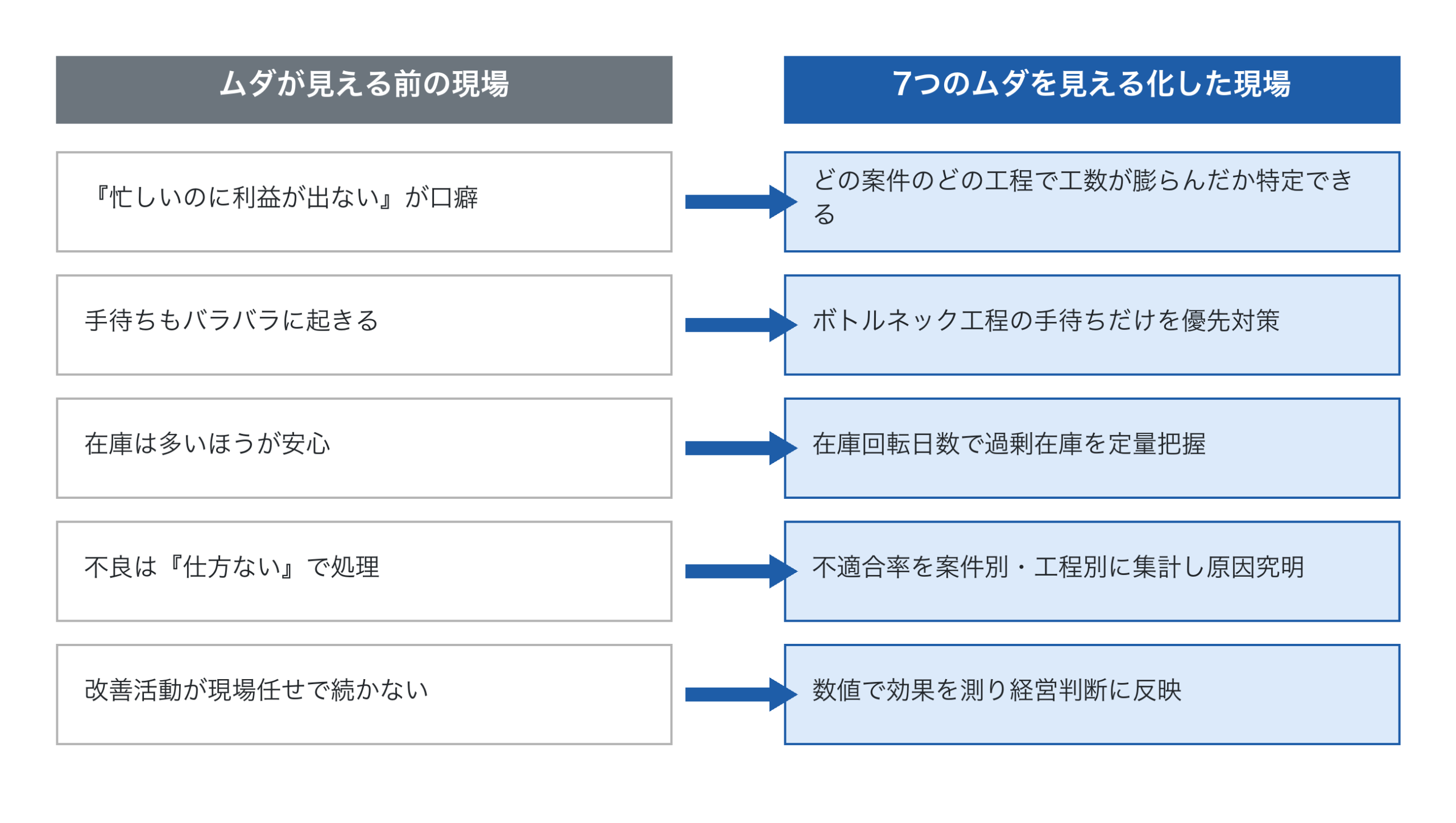
「忙しいのに利益が残らない」「現場は動いているのに納期に追われる」。多くの中小製造業の経営者・工場長が抱えるこの感覚は、現場のどこかで付加価値を生まない作業=ムダが積み重なっていることのサインです。
トヨタ生産方式で整理された「7つのムダ」は、製造現場のどこに利益が漏れているかを見つけるための共通言語として、今も中小工場の改善活動に有効です。本記事では、造りすぎ・手待ち・運搬・加工・在庫・動作・不良の7つを、中小製造業の現場で具体的にどう見つけ、どう削減につなげるかを解説します。
目次
なぜ今、中小製造業に「7つのムダ削減」が必要なのか
原材料費・エネルギーコスト・人件費が同時に上昇するなか、価格転嫁だけで利益を守るのには限界があります。公正取引委員会の特別調査によれば、コスト別の価格転嫁率の中央値は原材料費80%、エネルギーコスト50%、労務費30%と、特に労務費の転嫁が進んでいません。つまり、上がったコストの一部は自社で吸収せざるを得ない状況が続いています。
吸収余力を生み出すには、社内のムダを減らし、同じ人員・同じ設備でより多くの付加価値(売上 − 材料費 − 外注費)を生み出すしかありません。ここで重要なのは、案件単位の原価を1円削るような部分最適ではなく、工場全体としてどれだけ付加価値を増やせるかという「全体最大」の視点で改善を選ぶことです。
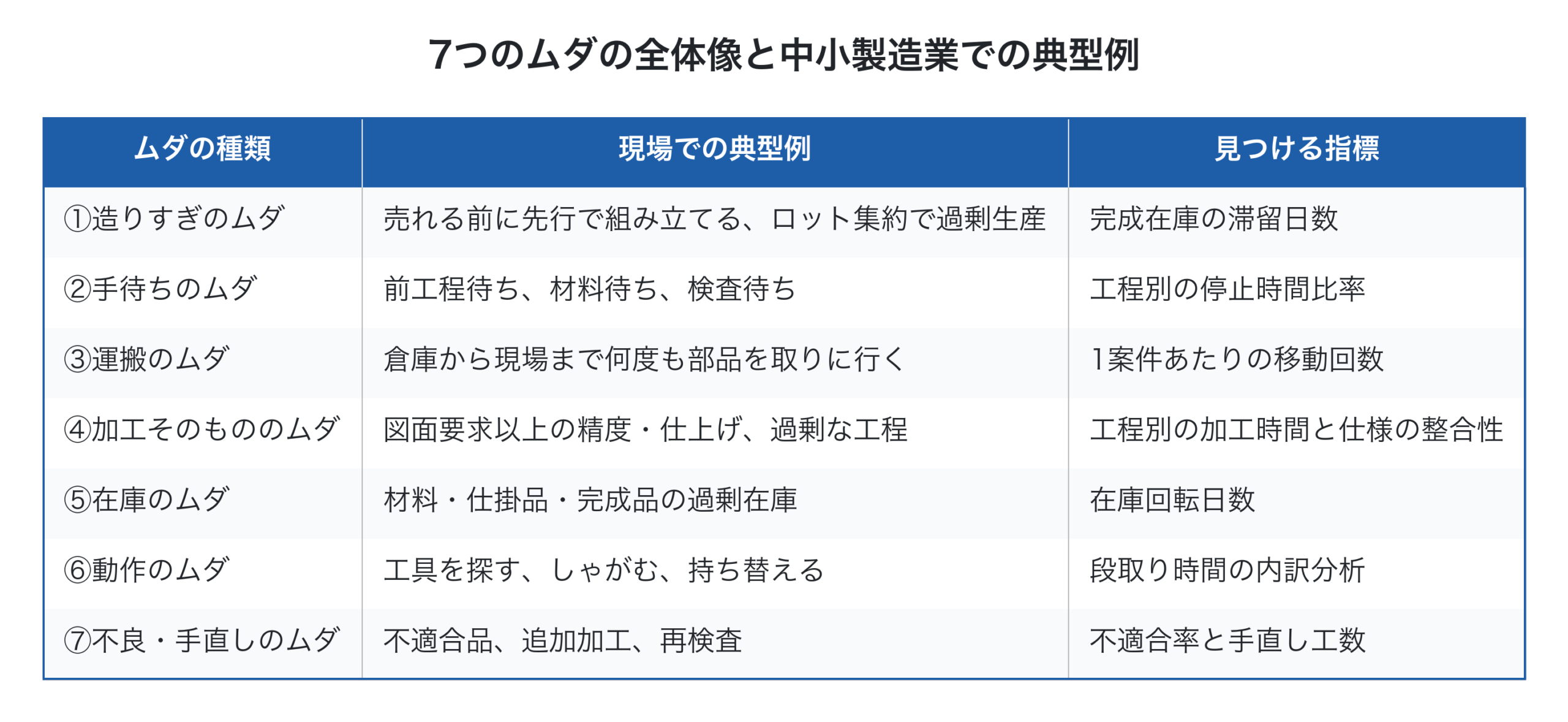
7つのムダを現場で見つける視点
①造りすぎのムダ ─ 一番厄介で気づきにくい
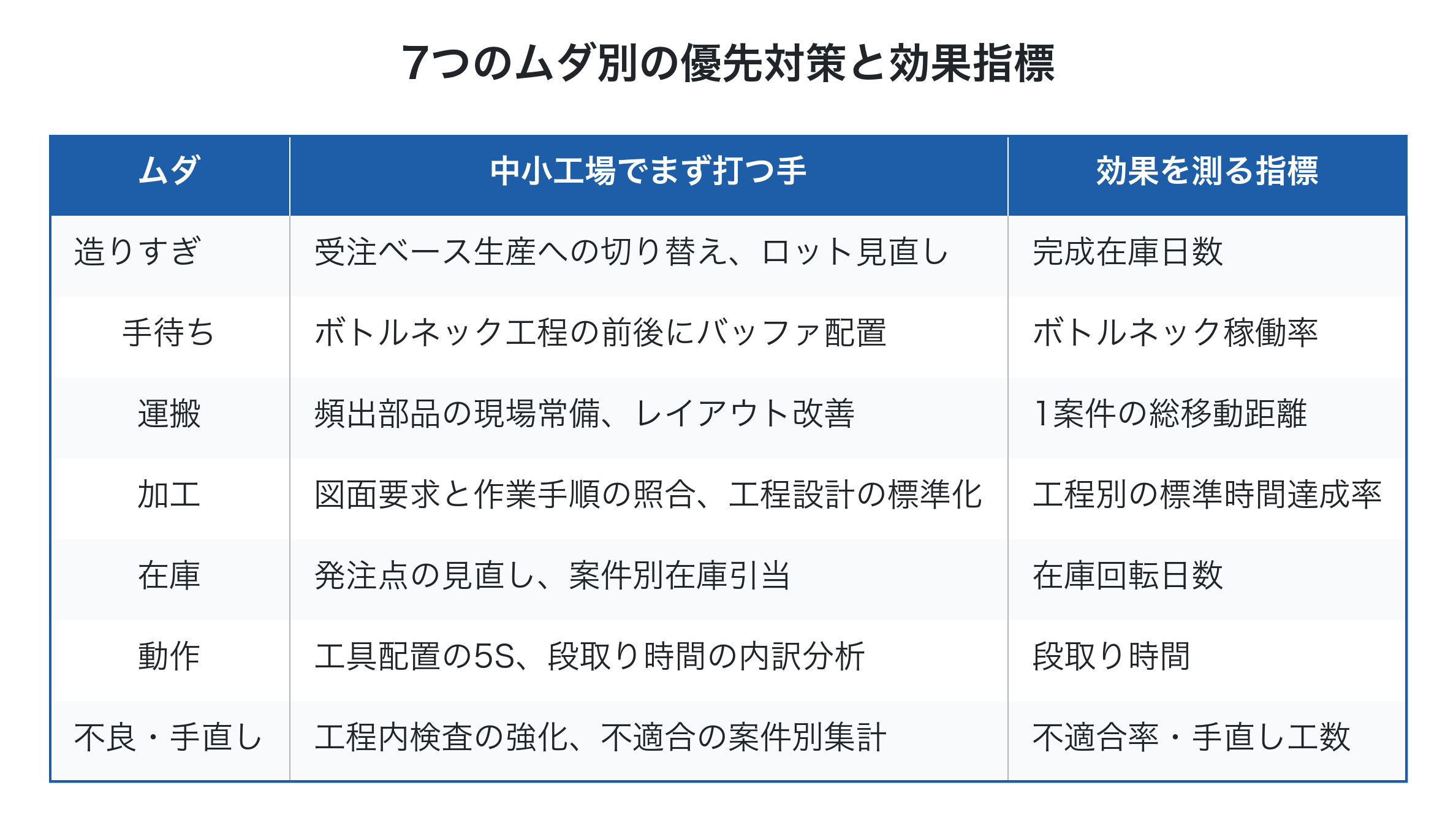
7つのムダのうち、最も警戒すべきは「造りすぎのムダ」です。なぜなら、造りすぎは他の6つのムダを連鎖的に生み出すからです。先行して造れば、置き場所が必要になり(在庫のムダ)、運ぶ手間が増え(運搬のムダ)、もし設計変更があれば不良在庫になります(不良のムダ)。
中小製造業で見落としがちなのは「効率がよさそうに見える造りすぎ」です。段取り替えを減らすために同じ品番をまとめて流す、機械を遊ばせないために空き時間に作り置きする。これらは個別の工程としては合理的に見えますが、工場全体ではキャッシュを在庫に変換しているだけで付加価値は増えていません。
②手待ちのムダ ─ ボトルネックの裏返し
手待ちは「人や機械が次の仕事を待っている時間」です。前工程の遅れ、材料の欠品、図面待ち、検査待ちなど、原因は様々です。
ここで重要なのは、すべての手待ちを撲滅しようとしないことです。工場全体のスループット(売上 − 材料費 − 外注費)を決めているのは最も能力の低い工程=ボトルネックです。ボトルネック以外の工程が手待ちになるのは、むしろ正常な状態と言えます。減らすべきは、ボトルネック工程自身の手待ちと、ボトルネックを止めてしまう前後工程のトラブルです。
③運搬のムダ ─ レイアウトと案件管理に表れる
部品を倉庫から現場へ運ぶ、仕掛品を工程間で何度も移動させる、検査室まで往復する。これら自体は付加価値を生みません。多品種少量の個別受注工場では、案件ごとに必要な部品の場所が異なり、毎回探し回る運搬のムダが発生しがちです。
レイアウト改善も有効ですが、まずは「どの案件のどの工程で、何回・何メートル運んでいるか」を測ることから始めます。
④加工そのもののムダ ─ 仕様と工程の不一致
「念のため」「いつもの仕上げ」で、図面が要求する以上の精度や工程を加えてしまうムダです。ベテランの経験で品質を担保している中小工場ほど、図面要求と実際の作業が一致していない場合があります。
⑤在庫のムダ ─ 黒字倒産の温床
材料・仕掛品・完成品の過剰在庫は、現金を寝かせているのと同じです。黒字なのに資金繰りが苦しい中小製造業の多くは、在庫が増えていることに気づいていません。在庫回転日数(在庫金額 ÷ 1日あたり売上原価)を月次で追うだけでも、ムダの兆候を捉えられます。
⑥動作のムダ ─ 作業者の身体の動き
工具を探す、しゃがむ、持ち替える、振り返る。これらは作業者の動きにムダがあるだけで、加工そのものは進んでいません。段取り時間の内訳をストップウォッチで測ると、「実際の段取り作業」より「探す・運ぶ・確認する」のほうが長いケースも珍しくありません。
⑦不良・手直しのムダ ─ 二重に発生する損失
不良は材料費と労務費を二重に消費します。さらに納期遅延・信用低下まで含めると、影響は数値で見える以上に大きくなります。「不適合率○%」だけでなく、「不適合1件あたり、追加で何時間かかったか」を案件単位で記録すると、改善優先度が判断できます。手直しの記録方法は製造業の手戻り対策と追加請求でも詳しく扱っています。
中小製造業がムダ削減を進める4つのステップ
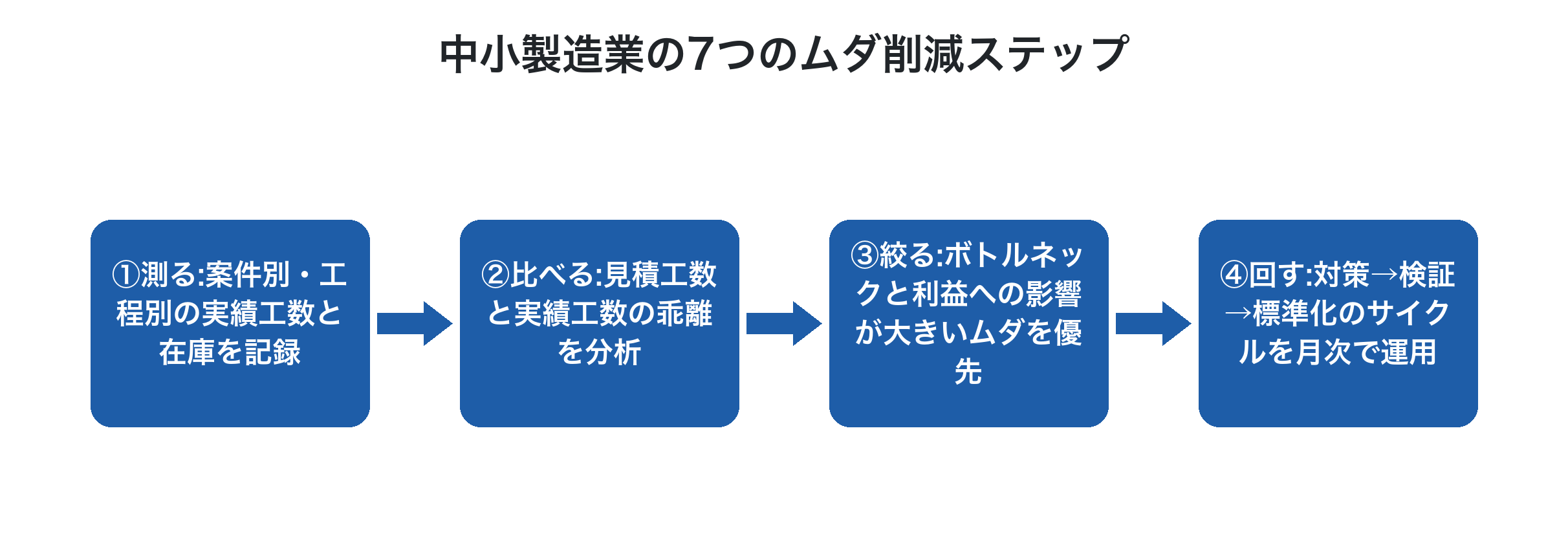
ステップ1: 測る ─ 紙とExcelからの脱却
ムダを削減する前提は「測れていること」です。日報を紙で書き、月末にExcelで集計しているだけでは、案件ごと・工程ごとの実態が見えるまでに時間がかかり、改善のサイクルが回りません。実績収集の入り口をデジタル化し、案件番号(工番)で原価と進捗を紐づけられる状態を作ることが出発点です。
ステップ2: 比べる ─ 見積と実績の差異分析
見積工数と実績工数の差異(見積差異)が、ムダが発生した場所を最も雄弁に語ってくれます。「この案件は見積80時間に対し実績120時間。差異の40時間のうち、20時間は手戻り、15時間は前工程待ち、5時間は材料待ち」と分解できれば、対策は具体化します。
ステップ3: 絞る ─ 全体最大の視点で優先順位を付ける
7つのムダをすべて同時に削減しようとすると、現場は疲弊し、改善は続きません。ボトルネック工程と、利益への影響が大きい案件タイプに絞ります。重要なのは、案件単位で見て不利でも、工場全体で見れば有利になる選択肢(例えば、外注を一部活用してボトルネックを回避するなど)も検討対象に入れることです。
ステップ4: 回す ─ 月次サイクルで定着させる
ムダ削減は単発のプロジェクトでは続きません。月次で「先月の差異 → 原因分析 → 今月の対策 → 来月の効果検証」を回し、見積レートや標準時間に反映していく仕組みが必要です。
ムダ削減を「見える化」で支える仕組み
7つのムダを削減し続けるには、現場の改善意識と並行して、データで現状を可視化する仕組みが欠かせません。紙の作業日報やExcel管理では、案件別・工程別の実態を把握するまでに時間がかかり、ムダが累積してから気づくことになります。
クラウド型生産管理システム「Factory Advance」は、個別受注生産の中小製造業向けに、案件(工番)単位での原価・工数・進捗を一元管理できる仕組みを提供しています。作業実績をスマートフォンやタブレットから入力することで、見積工数と実績工数の差異がリアルタイムで見え、7つのムダがどの案件・どの工程で発生しているかを数値で捉えられます。「見積試算 → 実績登録 → 差異分析 → 改善」というサイクルを月次で回し、改善結果を次の見積レートに反映していくことで、ムダ削減と価格精度向上の両方を実現できます。
詳細な導入イメージはFactory Advance公式サイト、機能の詳細はシステム詳細ページをご覧ください。関連して、作業日報を利益データに変える方法や製造業のリードタイム短縮方法もあわせて参考になります。
まとめ ─ ムダ削減は「全体最大」と「測る仕組み」から
7つのムダ(造りすぎ・手待ち・運搬・加工・在庫・動作・不良)は、中小製造業の利益が漏れている場所を見つけるための共通言語です。ただし、すべてを同時に削減しようとすると現場は疲弊します。重要なのは次の3点です。
- 案件単位ではなく「会社全体としての付加価値」が増える方向で改善を選ぶ
- ボトルネック工程と利益影響の大きいムダに優先順位を付ける
- 紙とExcelから脱却し、案件別・工程別の実績を測る仕組みを持つ
ムダ削減は1度きりのプロジェクトではなく、月次で回し続ける経営活動です。データで現場を見える化し、見積と実績の差異から改善ポイントを抽出する仕組みを整えることで、原材料費・人件費の高騰下でも利益を残せる工場体質を作っていきましょう。
参考文献
- 中小企業庁『中小企業・小規模事業者の価格交渉ハンドブック(改訂版)』
- 独立行政法人情報処理推進機構(IPA)『中小規模製造業者の製造分野におけるデジタルトランスフォーメーション(DX)推進のためのガイド』
- 2025年版ものづくり白書(経済産業省)
- 本間峰一『誰も教えてくれない「工場の損益管理」の本質』日刊工業新聞社
投稿者プロフィール

-
株式会社イーポート 代表取締役
■ ITコーディネーター
■ キャッシュフローコーチ®
■ JRCA認定ISMS審査員補
■ 東京都中小企業向け
デジタル技術導入促進ナビゲーター
■ 中小企業庁「みらデジ」デジタル化支援者
兵庫県出身。大学卒業後、外資系コンピューターメーカーを経て2008年に会社設立。業務用システムの受託開発及び中小製造業向けのパッケージの開発・販売を行う。
最新の投稿
- 2026年5月27日製造業の多能工化、正しい進め方とは?属人化を解消し「儲かる工場」に変える5ステップ
- 2026年5月27日製造業の7つのムダ削減で利益が出ない理由|撲滅すべき「8番目のムダ」とは
- 2026年5月26日品質クレームはなぜ繰り返す?製造業の再発防止を阻む「見えない赤字」の正体と対策
- 2026年5月26日製造業のカイゼン提案が活性化しない3つの罠|「儲かる改善」に変える収益管理術