製造業のリードタイム短縮方法|工程別の待ち時間を可視化し顧客満足度と資金繰りを同時改善
製造業のリードタイム短縮方法とは、受注から納品までの所要時間(製造リードタイム)を、工程別の「待ち時間」分析から構造的に縮める取り組みのことです。多くの中小製造業で「リードタイムを短くしたい」という声を聞きますが、実はリードタイムの大半は『正味の加工時間』ではなく『待ち時間』が占めているため、加工効率を上げるだけでは大きな短縮は実現しません。本記事では、リードタイムの内訳、待ち時間の発生原因、5つの短縮手法、そしてCCC改善・納期遵守率向上・売上機会増という3つの経営インパクトまでを解説します。
目次
製造業のリードタイム短縮方法とは?
リードタイムは、受注確定から納品(または出荷)までの所要時間を指します。中小製造業の個別受注生産では、典型的に20〜60日程度のリードタイムが設定されています。
リードタイムが長いことの本質的な問題は、(A) 顧客満足度の低下(短納期対応ができない)、(B) 資金繰りの悪化(仕掛在庫が増える)、(C) 売上機会の損失(生産能力に対する案件回転数の低下)の3つです。逆に言えば、リードタイム短縮は顧客満足度・資金繰り・売上機会の3つを同時に改善する戦略的施策になります。
詳しい黒字資金繰りで扱ったCCC(キャッシュコンバージョンサイクル)改善とも、リードタイム短縮は直結します。仕掛在庫が減れば、月商×CCC日数で計算される必要運転資金が減り、現金が手元に戻ります。
リードタイムの内訳と「待ち時間」が大半を占める構造
リードタイム改善で最初に理解すべき重要な事実が、リードタイムの大半は『正味加工時間』ではなく『待ち時間』であるということです。
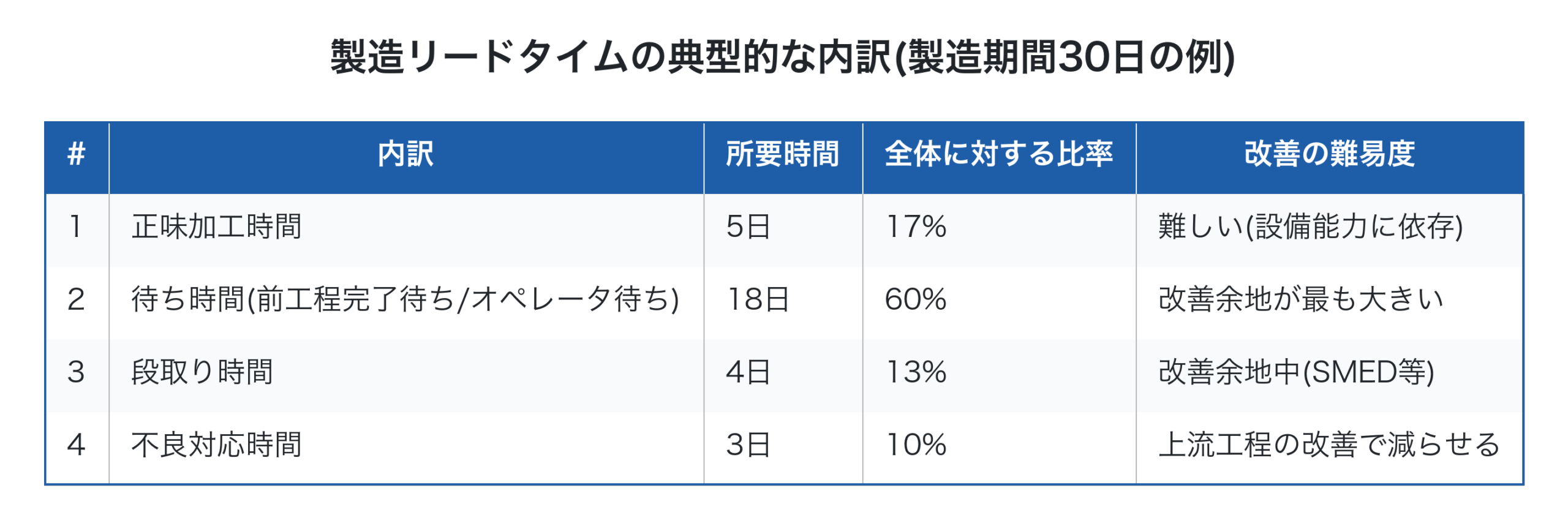
この表が示す通り、製造リードタイム30日のうち、実際に機械が動いて加工している正味時間はわずか5日(17%)で、残り83%は『何かを待っている』時間です。「リードタイムを短くしたい」という声に対して、多くの中小製造業が「加工機を高速化したい」「設備を増やしたい」と考えがちですが、これは17%の領域に対する施策で、効果が限定的です。
真の改善余地は『待ち時間』の60%にあります。待ち時間を半分に減らせば、リードタイム全体を30%短縮できる計算です。詳しい働き方改革・残業削減で扱ったボトルネック工程の特定が、待ち時間削減の核心になります。
待ち時間が発生する4M別の原因
待ち時間の発生原因を4M(Man・Machine・Material・Method)で整理すると、改善の手がかりが明確になります。
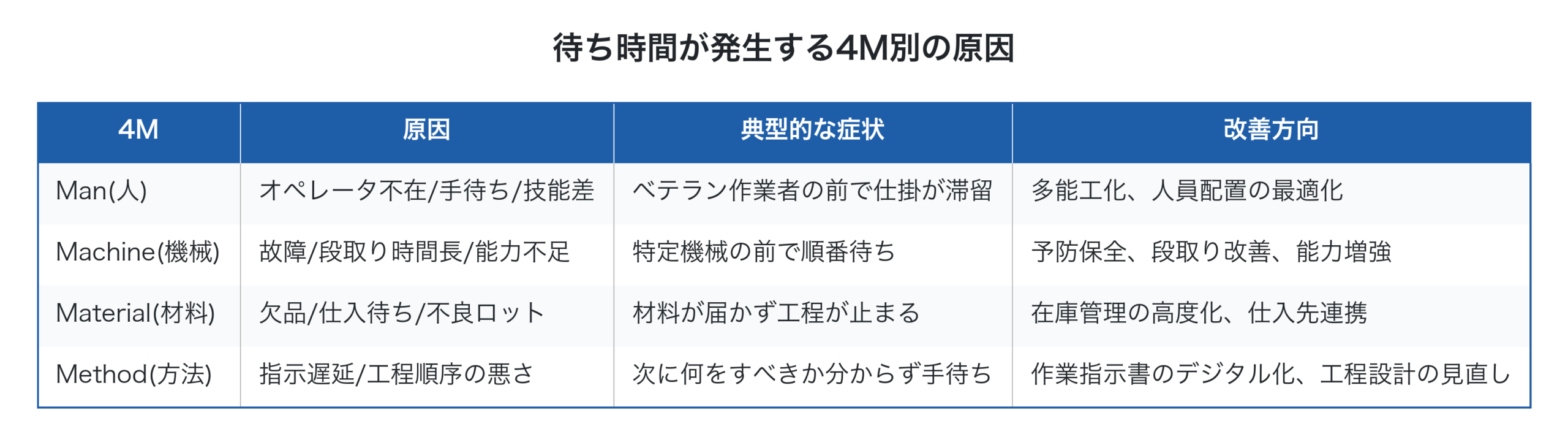
特に深刻なのがMachineの段取り時間長とManの技能差による偏りの組み合わせです。中小製造業の個別受注生産では、案件ごとに段取りが発生するため、段取り時間の長さがそのまま待ち時間に直結します。詳しいTOC(制約条件理論)で扱ったボトルネック工程の改善が、ここで効きます。
加えて、Materialの欠品・仕入待ちは、詳しい在庫管理で扱った在庫の見える化と連動して改善します。Methodの指示遅延は、詳しい作業指示書デジタル化・受注登録自動化で扱ったデジタル化が直接の解決策です。
工程別リードタイム分析の進め方
待ち時間の改善には、まず工程別の所要時間を実績ベースで可視化する必要があります。
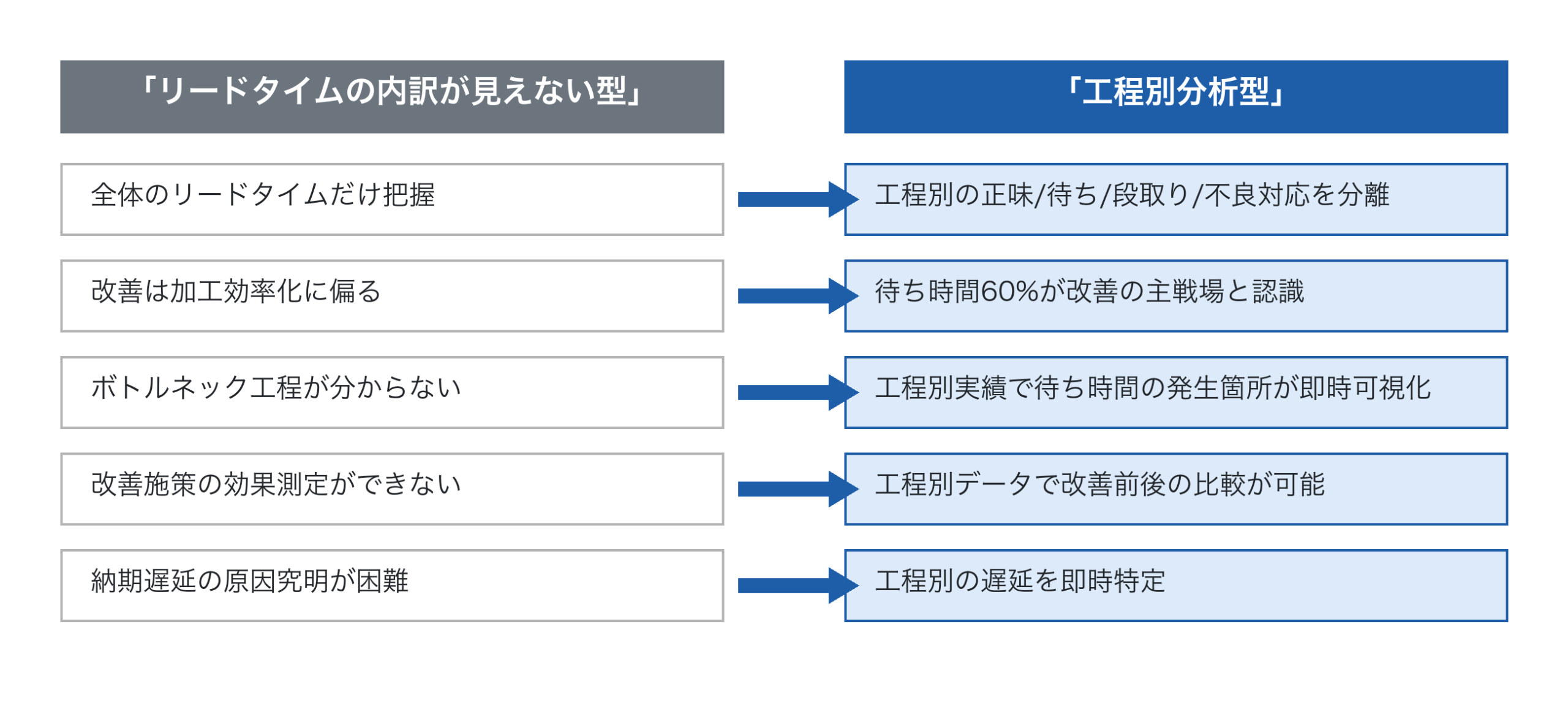
工程別分析を実装するには、現場での工程開始時刻・完了時刻の記録が必要です。詳しい作業指示書デジタル化で扱ったQRコード活用なら、作業者の入力負担をほぼゼロにして、工程別の所要時間を自動集計できます。
集計したデータから、「正味加工時間」と「待ち時間」を分離することが鍵です。同じ案件でも、機械が動いている時間と、前工程からの仕掛を待っている時間は別物として記録する設計にします。
リードタイム短縮の5つの手法
工程別リードタイム分析でボトルネックと待ち時間の発生源が特定できたら、5つの手法を組み合わせて短縮を実現します。
第一に、段取り改善(SMEDなど)。段取り時間の中で「外段取り化」できる作業(次の案件の準備を現案件の稼働中に行う)を増やします。これだけで段取り時間を30〜50%削減できることが多く、即効性が高い改善です。
第二に、小ロット化。1ロットの数量を小さくすることで、各工程の待ち時間が比例して短くなります。段取り改善とセットで実施するのが定石です。
第三に、ボトルネック能力増強。詳しいTOCで扱った通り、ボトルネック工程の能力を上げると、全工程の待ち時間が連鎖的に減ります。詳しい設備投資判断の枠組みで投資ROIを評価しながら、計画的に進めます。
第四に、並行作業化。直列で順番に行っていた工程を、可能な範囲で並行作業に組み替えます。例えば「設計完了後に材料発注」を「設計途中で長納期材料を先行発注」に変えるだけで、材料待ち時間が大幅に減ります。
第五に、前工程の早期完了。前工程が予定より早く完了すれば、後工程の開始も早まります。前工程の標準時間を厳しく設定し、計画的に早期完了を目指す運用に切り替えます。詳しい時間あたり付加価値の指標で工程別生産性をモニタリングすると、前工程の効率化が定量的に評価できます。
リードタイム短縮がもたらす3つの経営インパクト
リードタイム短縮は、単なる現場改善ではなく会社全体の経営指標を同時に改善する戦略施策です。
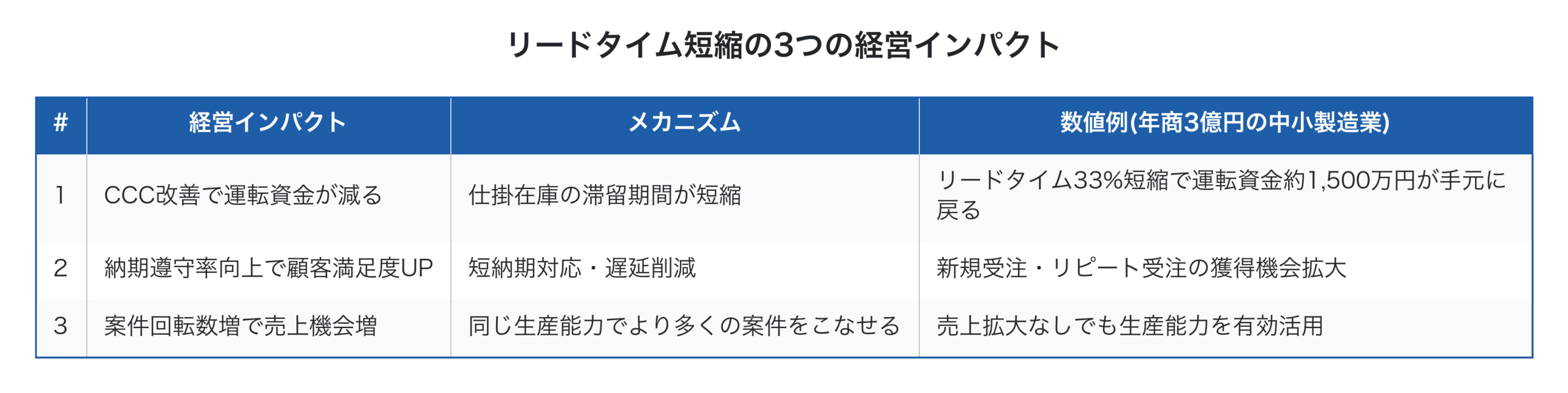
特にインパクトが大きいのが1のCCC改善です。詳しい黒字資金繰りで扱った通り、製造リードタイムが30日→20日に短縮されれば、仕掛在庫が約33%削減され、年商3億円規模の中小製造業なら約1,500万円の運転資金が手元に戻る計算になります。これは追加売上ゼロで実現できる純現金回復で、損益分岐点の上昇を伴いません。
加えて、2の納期遵守率向上は顧客信頼の獲得につながり、新規受注・リピート受注の機会を生みます。短納期対応ができる中小製造業は、競合との差別化要素として極めて強力です。
3の案件回転数増は、同じ設備・人員で受注処理量を増やせることを意味します。生産能力を有効活用し、売上拡大なしで利益を生み出す経営行動です。詳しい利益体質づくりにも直結します。
リードタイム短縮の4ステップ実装
実務での導入は、4ステップで段階的に進めます。
第一に、工程別リードタイムの可視化。詳しいリアルタイム原価管理や工番管理のデータから、工程別の所要時間(正味/待ち/段取り/不良対応)を案件単位で集計します。
第二に、ボトルネック工程と4M原因の特定。最も待ち時間が長い工程を特定し、その原因が4MのどれかをManager・現場リーダーで議論して決定します。
第三に、5つの手法から優先実施。段取り改善・小ロット化・ボトルネック能力増強・並行作業化・前工程早期完了から、自社の状況に合うものを2〜3個に絞って着手します。一度に全てに手をつけると現場が破綻するため、優先順位を決めて段階的に進めます。
第四に、効果検証と全社展開。改善施策実施後の工程別リードタイムを再計測し、効果を定量的に検証します。効果が確認できた施策を全社・全工程に展開します。詳しい予実管理のPDCAサイクルとも統合できます。
「会社全体で考える」リードタイム改善
リードタイム改善で陥りやすい罠が、特定工程の効率化だけに集中することです。例えば「ボトルネック工程の段取り時間を半分にした」のに、全体のリードタイムがほとんど変わらない。これは他工程の待ち時間が支配的だったためです。
一倉定氏が説いた「会社の損益というものは、常に『会社全体で考える』のが正しい」という原則は、リードタイム改善にも当てはまります。改善施策の効果は会社全体のリードタイム・CCC・経常利益率で評価すべきです。
加えて、リードタイム短縮は単独施策ではなく、詳しいKPI設計の現場KPI(工程別生産性・段取り時間・不良率)、詳しい利益漏洩防止の漏洩源削減、詳しい採算管理の案件別利益と連動して総合的に評価します。経営インフラとして位置付けることで、リードタイム改善の効果が継続的に蓄積されます。
Factory Advance でリードタイムを可視化する方法
Factory Advance は、個別受注生産型中小製造業の案件管理クラウドシステムで、リードタイム改善に必要なデータ可視化を一気通貫で提供します。
- 工番ごとに工程別の開始時刻・完了時刻を自動記録、リードタイムを案件単位で集計
- 工程別ダッシュボードで「正味加工/待ち/段取り/不良対応」の内訳を可視化
- 待ち時間の発生工程と発生頻度をリアルタイムに把握、4M原因の特定を支援
- タブレット・スマホからの現場実績入力で、紙Excel運用からの段階的移行に対応
- 詳しい作業指示書アプリ・工番管理システム・リアルタイム原価管理機能と統合
- 詳しいKPI設計・経営ダッシュボードと組み合わせ、リードタイム短縮の経営インパクトを定量化
- デジタル・AI導入補助金2026のツール登録製品で、初期費・月額費・サポート費が補助対象
「リードタイムが長く納期遅延が頻発する」「どの工程で待ち時間が発生しているか分からない」。そんなお悩みをお持ちでしたら、まずは無料の資料ダウンロードから、Factory Advance を使ったリードタイム改善の進め方をご確認ください。
まとめ
製造業のリードタイム短縮方法の本質は、「正味加工時間の効率化」ではなく「リードタイムの60%を占める『待ち時間』の構造的削減」にあります。4M(人・機械・材料・方法)別に待ち時間の発生原因を特定し、段取り改善・小ロット化・ボトルネック能力増強・並行作業化・前工程早期完了の5つの手法を組み合わせれば、リードタイムを30%程度短縮することは十分に可能です。年商3億円の中小製造業なら、リードタイム33%短縮で約1,500万円の運転資金が手元に戻り、納期遵守率向上による顧客満足度UP、案件回転数増による売上機会拡大が同時に実現します。一倉定氏が説いた通り、会社の損益(そしてリードタイム改善の効果)は常に「会社全体で考える」のが正しいのです。今日からでも、まず1案件で工程別の待ち時間を計測することから始めれば、半年後にはリードタイムで競争力を発揮できる経営に変わります。明日の納期対応が、確実に変わり始めます。
参考文献
- 株式会社イーポート「中小製造業向け値上げ交渉に繋がる『見積積算方法』」
- 一倉定『一倉定の社長学シリーズ⑤ 増収増益戦略』日本経営合理化協会出版局
- 照井清一『【新版】中小企業・小規模企業のための個別製造原価の手引書【基礎編】』
- 2025年版ものづくり白書(経済産業省・厚生労働省・文部科学省、2025年)
- 中小規模製造業者の製造分野におけるDX推進のためのガイド(IPA 独立行政法人 情報処理推進機構)
投稿者プロフィール

-
株式会社イーポート 代表取締役
■ ITコーディネーター
■ キャッシュフローコーチ®
■ JRCA認定ISMS審査員補
■ 東京都中小企業向け
デジタル技術導入促進ナビゲーター
■ 中小企業庁「みらデジ」デジタル化支援者
兵庫県出身。大学卒業後、外資系コンピューターメーカーを経て2008年に会社設立。業務用システムの受託開発及び中小製造業向けのパッケージの開発・販売を行う。
最新の投稿
- 2026年5月27日製造業の多能工化、正しい進め方とは?属人化を解消し「儲かる工場」に変える5ステップ
- 2026年5月27日製造業の7つのムダ削減で利益が出ない理由|撲滅すべき「8番目のムダ」とは
- 2026年5月26日品質クレームはなぜ繰り返す?製造業の再発防止を阻む「見えない赤字」の正体と対策
- 2026年5月26日製造業のカイゼン提案が活性化しない3つの罠|「儲かる改善」に変える収益管理術