製造業の発注点管理の仕組み|欠品と過剰在庫を防ぐ
「材料が切れて生産が止まった」「気づいたら棚の奥に同じ材料が山積みだった」。多品種少量生産の現場では、こうした矛盾した問題が同時に起こります。原因の多くは、発注タイミングと発注量がベテラン担当者の勘に依存していることにあります。本記事では、発注点と発注量を数値で管理し、欠品と過剰在庫を同時に減らすための仕組み化の手順を、中小製造業の現場目線で整理します。
目次
勘の発注が招く「欠品と過剰在庫の同居」
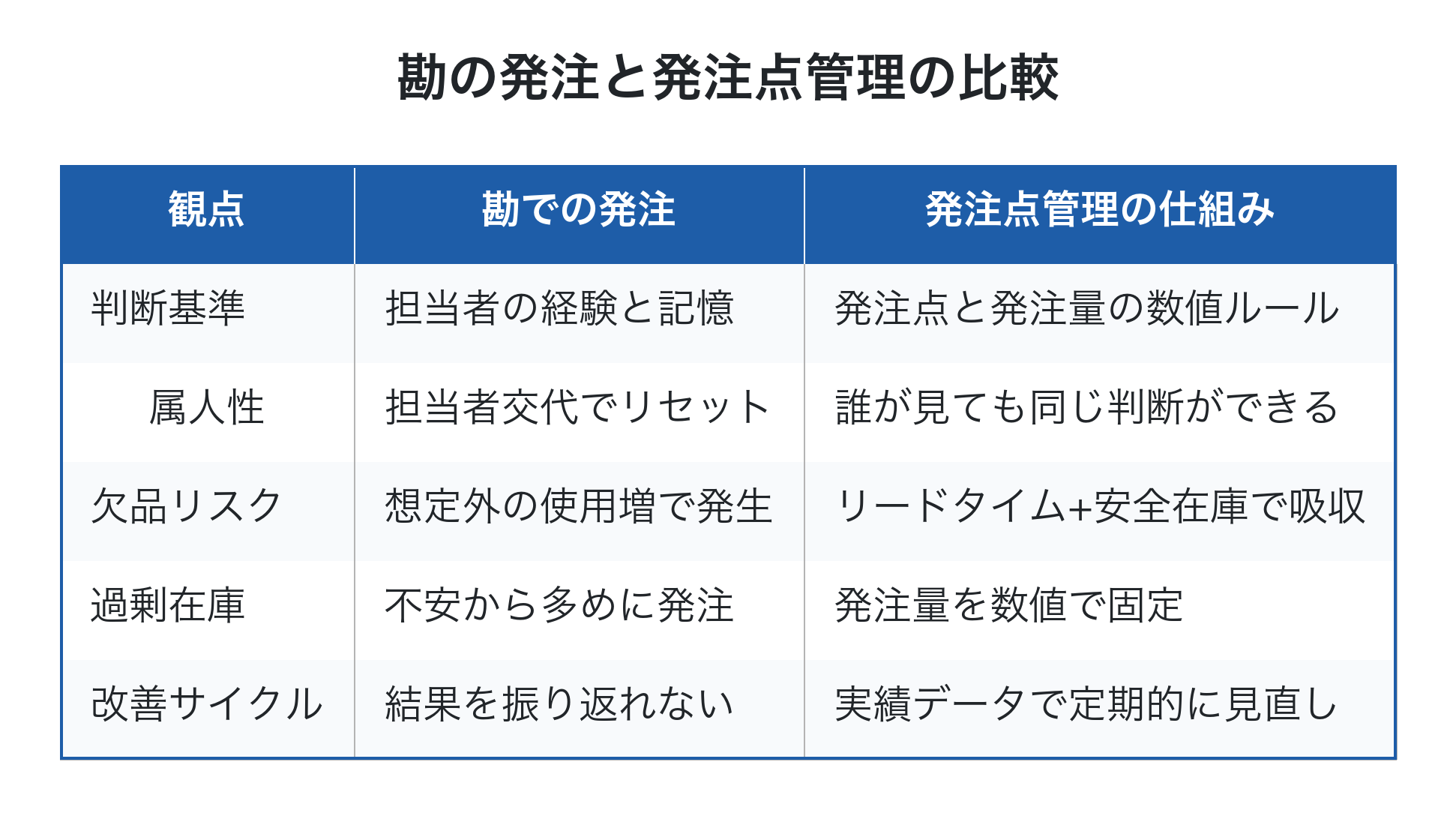
中小製造業の在庫管理は、長年その材料を扱ってきた担当者の経験で支えられているケースが多くあります。「この鋼材はそろそろ発注しておこう」「あの部品は前に欠品して怒られたから多めに持っておこう」。判断は早く、現場感覚としては合理的に見えます。
ところが担当者が変わったり、案件構成が変化したりすると、この勘は急に当たらなくなります。中小企業庁の調査でも、中小製造業の経営課題として「在庫の適正化」「原材料費高騰への対応」が上位に挙げられており、勘ではコントロールしきれない規模に在庫問題が膨らんでいる実態が示されています。
ここで陥りやすいのが「欠品と過剰在庫の同居」という状態です。欠品で叱られた経験があるほど安全側に倒したくなり、結果として全品目を多めに持つ。すると倉庫はあふれているのに、なぜか特定の材料だけ切れる。キャッシュは在庫に変わったまま戻ってきません。
発注点管理とは何か:3つの数値で在庫を回す
発注点管理の本質はシンプルです。「在庫がこの数まで減ったら、この数だけ発注する」というルールを、品目ごとに数値で決めておく方法です。担当者が判断するのは「在庫を数えて発注点を下回ったかどうか」だけで、いつ・いくつ発注するかは事前に決まっている数値に従います。
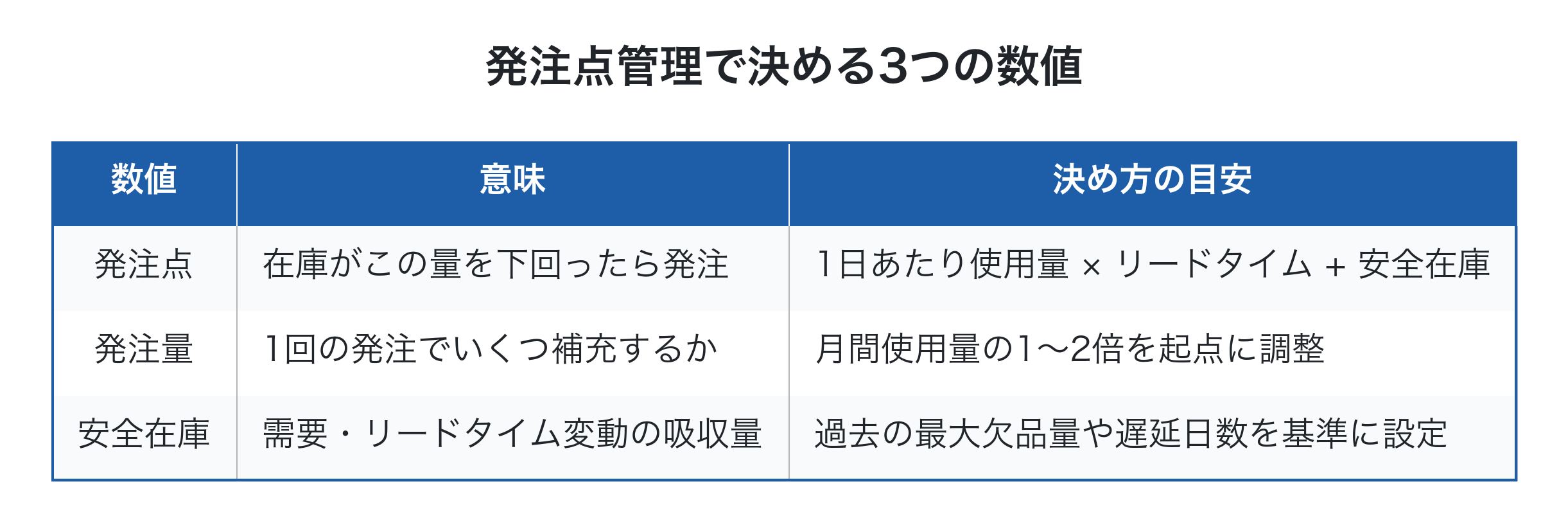
仕組み化のために押さえるべき数値は3つです。
1つめは発注点です。発注点 = 1日あたり平均使用量 × 調達リードタイム + 安全在庫 で計算します。たとえば1日10個使う部品で、発注してから入荷まで7日かかり、安全在庫を20個持つなら、発注点は10×7+20=90個になります。在庫が90個を割ったら発注のサインです。
2つめは発注量です。一定量を都度発注する定量発注方式と、定期的に必要量を見直す定期発注方式がありますが、中小製造業で多い多品種少量品の補充材料には、計算がシンプルな定量発注方式が向きます。発注量は経済的発注量(EOQ)の考え方を簡易化し、月間使用量の1〜2倍程度を目安に設定するところから始めます。
3つめは安全在庫です。需要のばらつきや、リードタイム遅延を吸収するためのバッファです。理論式もありますが、まずは「過去半年で起きた最大の欠品量」や「リードタイムの平均的な遅れ日数 × 1日使用量」など、現場で説明できる値から始めるのが現実的です。
全品目を一律に管理しない:ABC分析で優先順位をつける
数百〜数千点の部材を扱う現場で、すべての品目に発注点を設定しようとすると、設計が終わる前に運用が止まります。重要なのは、全品目を一律に扱わないことです。
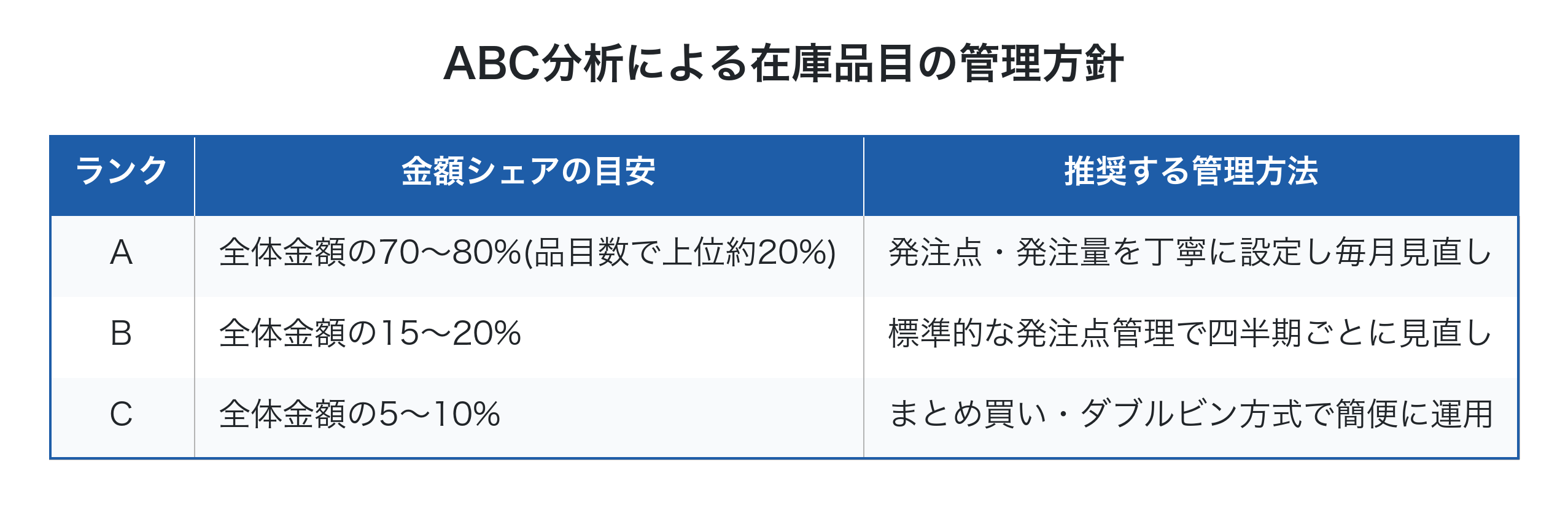
金額ベースで在庫品目を並べると、上位2割の品目が金額の7〜8割を占めることが多くあります。いわゆるパレートの法則です。この上位品目(Aランク)は欠品のインパクトも、過剰在庫の資金負担も大きいため、発注点・発注量を丁寧に設定し、毎月のように数値を見直します。中位(Bランク)は標準的な発注点管理、下位(Cランク)はまとめ買いやダブルビン方式といった簡便な方法で十分です。
時間あたり付加価値の視点でも同じことが言えます。Aランク品の欠品で高単価案件が止まれば、失う付加価値は大きい。一方でCランク品に過剰な管理工数をかけるのは、それ自体がムダです。会社全体の利益から逆算して、どこに管理リソースを投下するかを決めます。
ABC分析の考え方そのものは製造業のABC分析で製品ポートフォリオを最適化でも触れていますが、在庫管理に応用するときは「使用金額(=単価×年間使用量)」を縦軸にして分類します。
仕組み化の5ステップ:データ整備から運用定着まで
発注点管理を仕組みとして根付かせるには、計算式を作って終わりではなく、データの収集から日々の運用、見直しまでを通した設計が必要です。
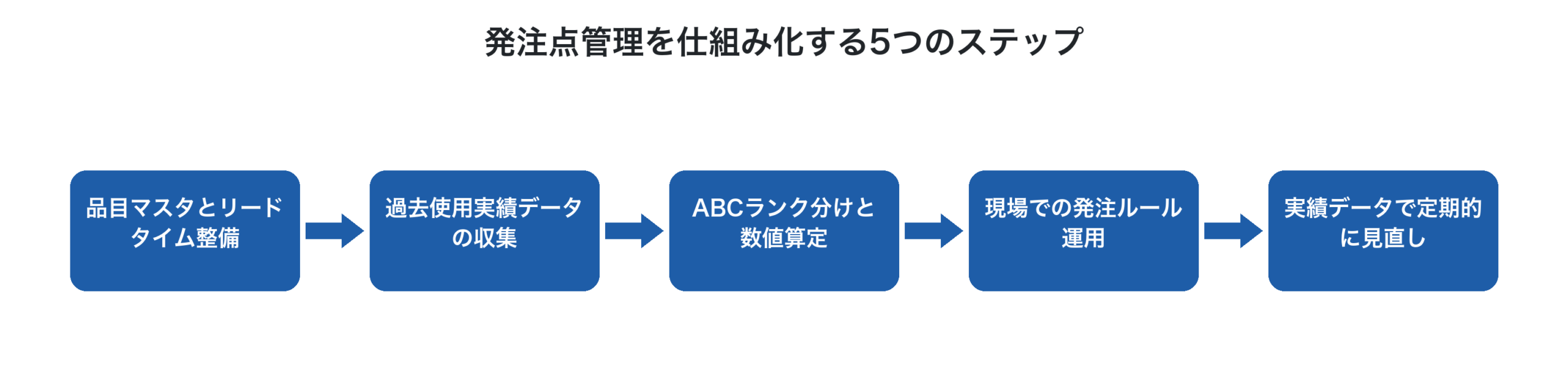
ステップ1は品目マスタとリードタイムの整備です。品目コード、品名、仕入先、調達リードタイム、現在の安全在庫の有無を一覧化します。リードタイムは仕入先の標準値だけでなく、過去実績の最大値も併せて記録しておくと安全在庫の根拠になります。
ステップ2は過去使用実績データの収集です。最低でも半年、できれば1年分の月別使用量があると、季節変動と平均値の両方が見えます。Excelでも構いませんが、月次の出庫データが取れる仕組みがないと、ここで止まります。
ステップ3はABCランク分けと発注点・発注量の算定です。Aランクから着手し、品目ごとに3つの数値を決めていきます。最初から完璧を目指さず、「現状の感覚値」と「計算値」を並べて、大きく違うところから議論を始めるのが現実的です。
ステップ4は現場での発注ルール運用です。発注点に達したことが誰でも分かる仕組み、たとえば在庫管理画面のアラート、棚札の色分け、ダブルビン方式での視覚的サインなどを用意します。担当者の頭の中で判断しない状態を作ることが鍵です。
ステップ5は実績データで定期的に見直しです。月次で欠品件数、在庫回転日数、過剰在庫品目を確認し、発注点・発注量を調整します。需要が変化しても数値だけ書き換えれば対応できるのが、仕組み化の最大のメリットです。
在庫管理全般の手順については製造業の在庫管理の方法でも詳しく触れています。
「会社全体」で見ると在庫削減は目的ではない
ここで一つ注意しておきたいのは、「在庫削減」そのものを目的にしないことです。在庫を減らせばキャッシュフローは改善しますが、欠品で生産ラインが止まれば、会社全体で見たときに失う付加価値の方が大きい場合があります。
判断の軸は、案件単位ではなく会社全体です。「この材料の在庫を減らせば資金が30万円浮く」という話と、「この材料が切れて納期遅延が起きたら、会社全体で200万円の付加価値が消える」という話は、桁が違うことがあります。発注点管理の真の目的は、在庫を減らすことでも増やすことでもなく、会社全体の付加価値(売上 − 外部購入費)を最大化するための在庫水準に整えることです。
この視点で見ると、Aランク品の安全在庫を厚めに設定しつつ、Cランク品の過剰在庫を整理する、という非対称な打ち手が正解になります。全品目を一律に「在庫半減!」と号令をかける改善活動は、しばしば欠品ロスを増やして本末転倒に終わります。
システム化で「数値で管理する」を続けられる仕組みに
発注点管理は、Excelでも始められます。ただし品目数が増え、担当者が複数になると、Excelでは「最新の在庫数がどれか分からない」「発注点を変えたのに反映されていない」といった問題が頻発します。
クラウド型の生産管理システムを使うと、入出庫データから現在在庫がリアルタイムに計算され、発注点を下回った品目が自動的に一覧表示される状態を作れます。実績データが自動で蓄積されるので、月次の見直しサイクルも回しやすくなります。重要なのは、ツールを入れることではなく、「数値で管理する」を続けられる環境を整えることです。
弊社が提供しているFactory Advanceは、個別受注生産型の中小製造業向けに、案件管理と在庫の引当・発注点管理を一つのクラウド上で扱える生産管理システムです。入出庫実績と案件別の使用実績がつながるため、「どの案件のために発注したか」「在庫がどの工程で滞留しているか」まで追跡できます。発注点管理の仕組み化からデータ活用までを含めて検討される際は、システム詳細資料もあわせてご覧ください。
まとめ
発注点管理の仕組み化は、欠品と過剰在庫が同居する状態から抜け出すための、最も基本的で効果の大きい在庫改善策です。発注点・発注量・安全在庫の3つの数値をABCランクに応じて設定し、データに基づいて定期的に見直すサイクルを回す。これだけで、担当者の経験に依存しない在庫管理の土台ができます。
そして大切なのは、在庫削減そのものを目的化せず、会社全体の付加価値最大化という視点で在庫水準を判断することです。まずは半年分の使用実績データを集めるところから、始めてみてはいかがでしょうか。
参考文献
投稿者プロフィール

-
株式会社イーポート 代表取締役
■ ITコーディネーター
■ キャッシュフローコーチ®
■ JRCA認定ISMS審査員補
■ 東京都中小企業向け
デジタル技術導入促進ナビゲーター
■ 中小企業庁「みらデジ」デジタル化支援者
兵庫県出身。大学卒業後、外資系コンピューターメーカーを経て2008年に会社設立。業務用システムの受託開発及び中小製造業向けのパッケージの開発・販売を行う。
最新の投稿
- 2026年5月27日製造業の多能工化、正しい進め方とは?属人化を解消し「儲かる工場」に変える5ステップ
- 2026年5月27日製造業の7つのムダ削減で利益が出ない理由|撲滅すべき「8番目のムダ」とは
- 2026年5月26日品質クレームはなぜ繰り返す?製造業の再発防止を阻む「見えない赤字」の正体と対策
- 2026年5月26日製造業のカイゼン提案が活性化しない3つの罠|「儲かる改善」に変える収益管理術