工程内検査と自主検査の仕組み|不良流出を防ぐ手順
「最終検査で不良が見つかり、納期直前に手戻りが発生した」「クレームが出てから工程を遡って原因を調べたが、どこで作り込まれた不良なのか特定できない」。多品種少量・個別受注の現場では、こうした悩みが繰り返されがちです。原因の多くは、完成検査に品質を依存しすぎていること。本記事では、工程内検査と自主検査を「仕組み」として組み込み、不良を後工程に流出させないための実務手順と、検査記録をデジタルで残す方法を整理します。
目次
なぜ完成検査だけでは不良流出が止まらないのか
完成検査は最終ゲートとしては必要ですが、ここで不良を発見しても、すでに材料費・加工費・段取り時間が投入された後です。手戻りが発生すれば、廃棄ロス・再加工工数・納期遅延の三重コストが一気に押し寄せます。
中小企業庁の各種統計でも、製造業の収益を圧迫する要因として「不適合品の発生」「手戻り工数」が継続的に挙げられており、品質コスト(失敗コスト)は売上高の数%に及ぶケースも珍しくありません。仮に売上3億円の工場で失敗コストが3%発生していれば、年間900万円が利益として残らずに消えている計算になります。
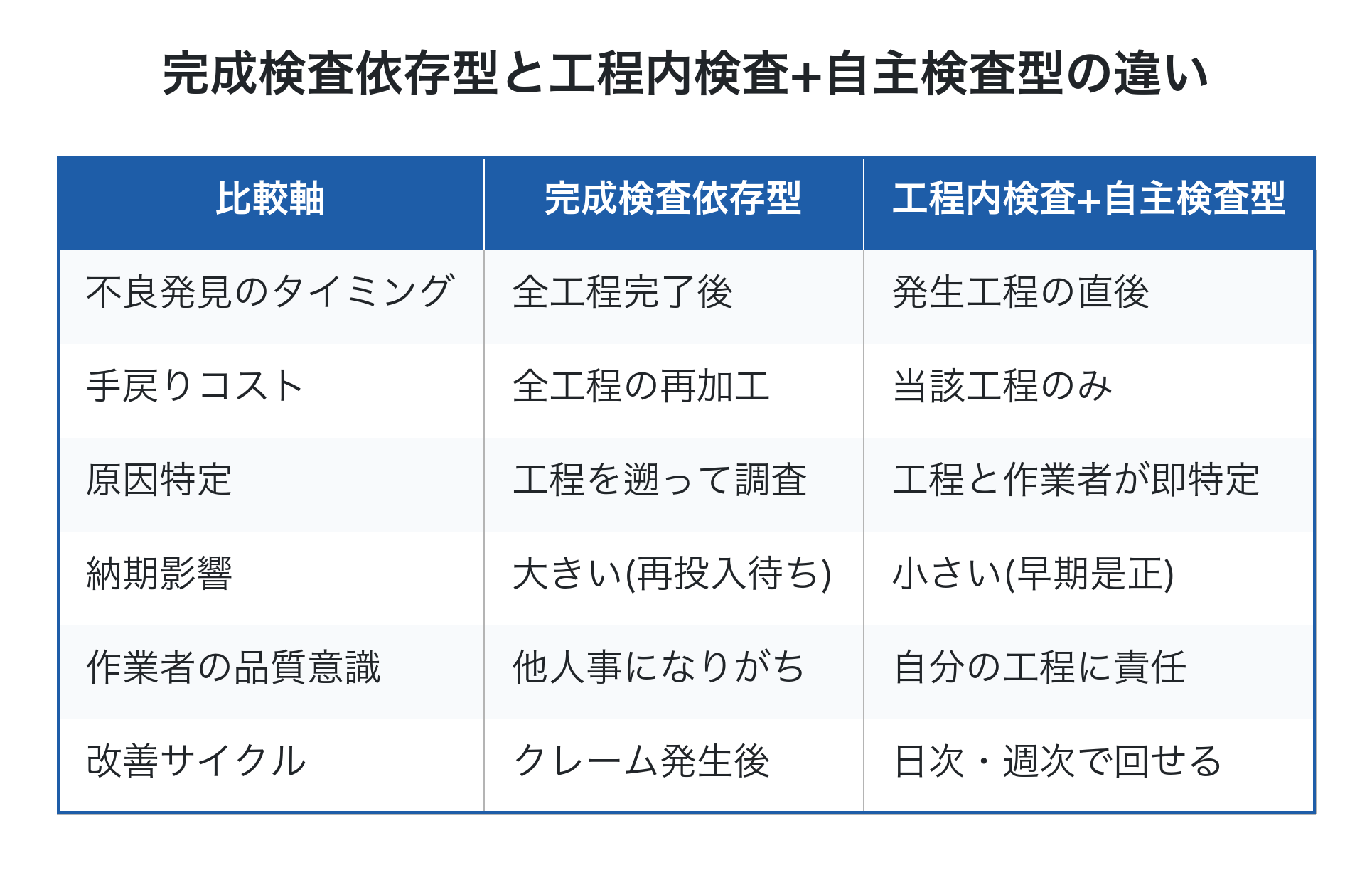
不良を「見つける仕組み」だけに依存していると、結局は失敗コストが累積します。発想を「作り込まない仕組み」へ転換することが、工程内検査と自主検査を両輪として機能させる前提になります。
工程内検査と自主検査の役割を分けて設計する
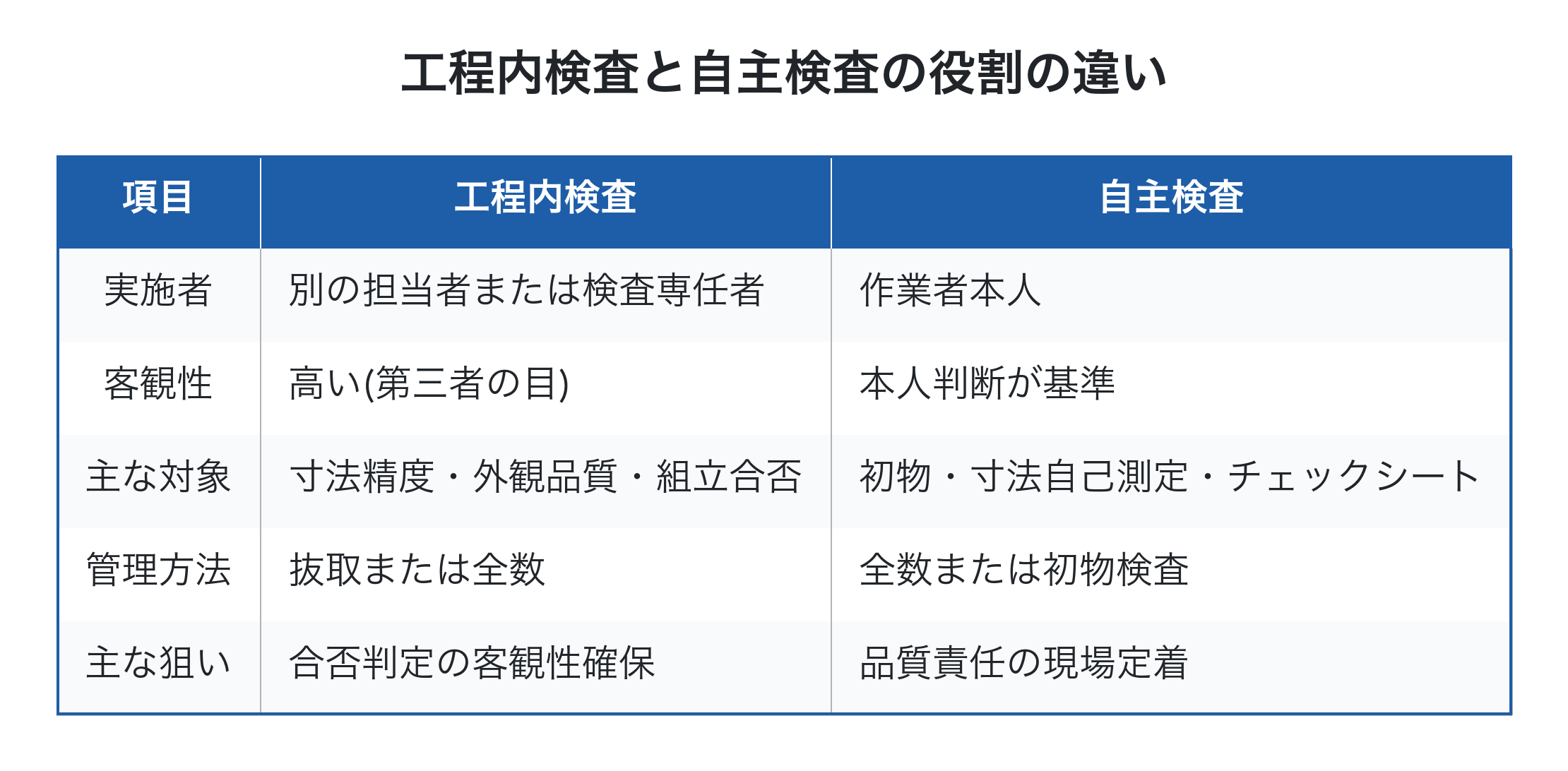
両者は似た言葉ですが、役割を明確に分けて設計しないと現場が混乱します。
工程内検査(他者検査・抜取または全数)
作業者本人ではない別の担当者または検査専任者が、工程の途中で品質を確認する仕組みです。客観性が担保されるため、寸法精度・外観品質・組立合否など、合否判定の基準が明確な項目に適しています。
自主検査(作業者本人による全数または初物検査)
作業者本人が、自分の作業の出来栄えを基準と照らして確認する仕組みです。「次工程に渡してよいか」を作業者自身が判断するため、品質責任が現場に根付きます。初物検査・寸法の自己測定・チェックシート記入などが該当します。
陥りがちな失敗は、「全数自主検査」を現場任せで導入すると、忙しい時に省略されたり形骸化したりすることです。仕組み化のポイントは、検査自体を「作業手順の一部」として組み込み、検査が終わらないと次工程に進めない物理的・システム的な制約を設けることです。
仕組み化の5ステップ
工程内検査と自主検査を仕組みとして定着させるには、以下の5ステップで進めます。
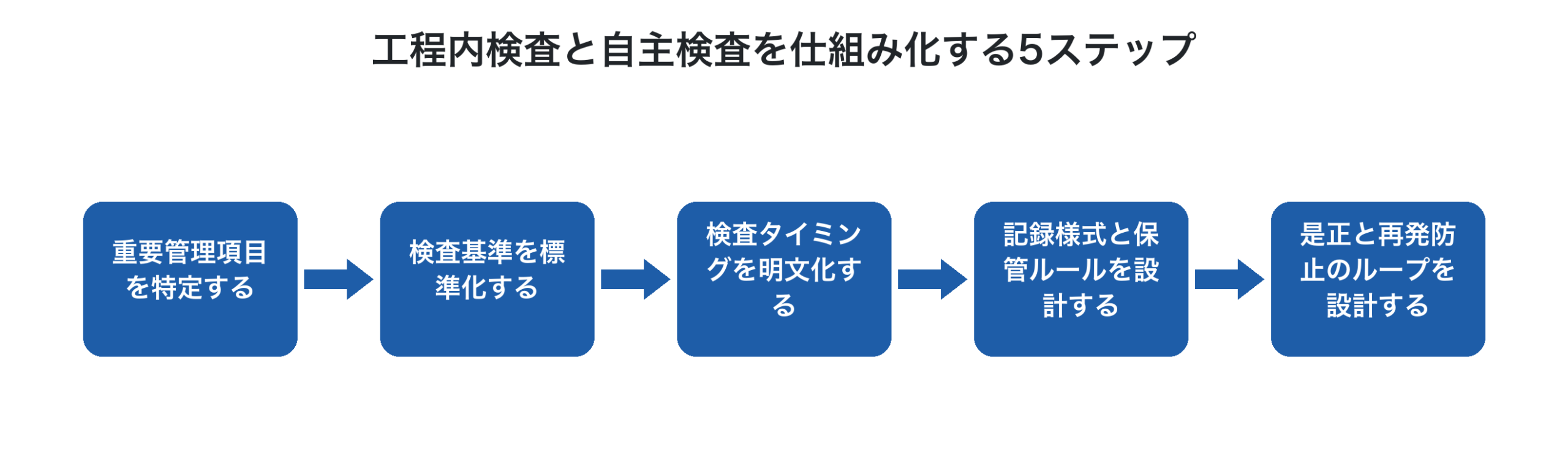
ステップ① 重要管理項目を特定する
すべての工程で全項目を検査するのは現実的ではありません。QC工程表を使って、工程ごとに「品質特性」「管理項目」「検査方法」「規格値」を一覧化し、その中から不良が出たときの顧客影響が大きい項目に絞って工程内検査の対象を設定します。
ステップ② 検査基準を標準化する
「キズなきこと」「ガタなきこと」といった曖昧な表現は、判定者によってブレます。寸法はノギスで0.1mm単位、外観は限度見本(OK品とNG品の現物または写真)で示す、組立は機能チェックの確認項目をリスト化する、というように、誰が見ても同じ判定ができる状態にします。
ステップ③ 検査タイミングを明文化する
「気になったときに」では検査になりません。段取り替えの直後の1個目、毎回、ロット切替時、○個に1個、というように、作業手順書の中に検査タイミングを明示します。これにより自主検査が作業の一部として組み込まれます。
ステップ④ 記録様式と保管ルールを設計する
ここが後工程の改善・トレーサビリティに直結します。詳細は次章で扱います。
ステップ⑤ 是正と再発防止のループを設計する
不良が出た時の対応フローを決めておきます。誰に報告するか、ラインを止めるか続行するか、是正処置の責任者は誰か、再発防止策はいつまでに策定するか。ここが曖昧だと、検査記録は単なる「記録のための記録」に終わります。
検査記録のデジタル化が改善サイクルを加速する
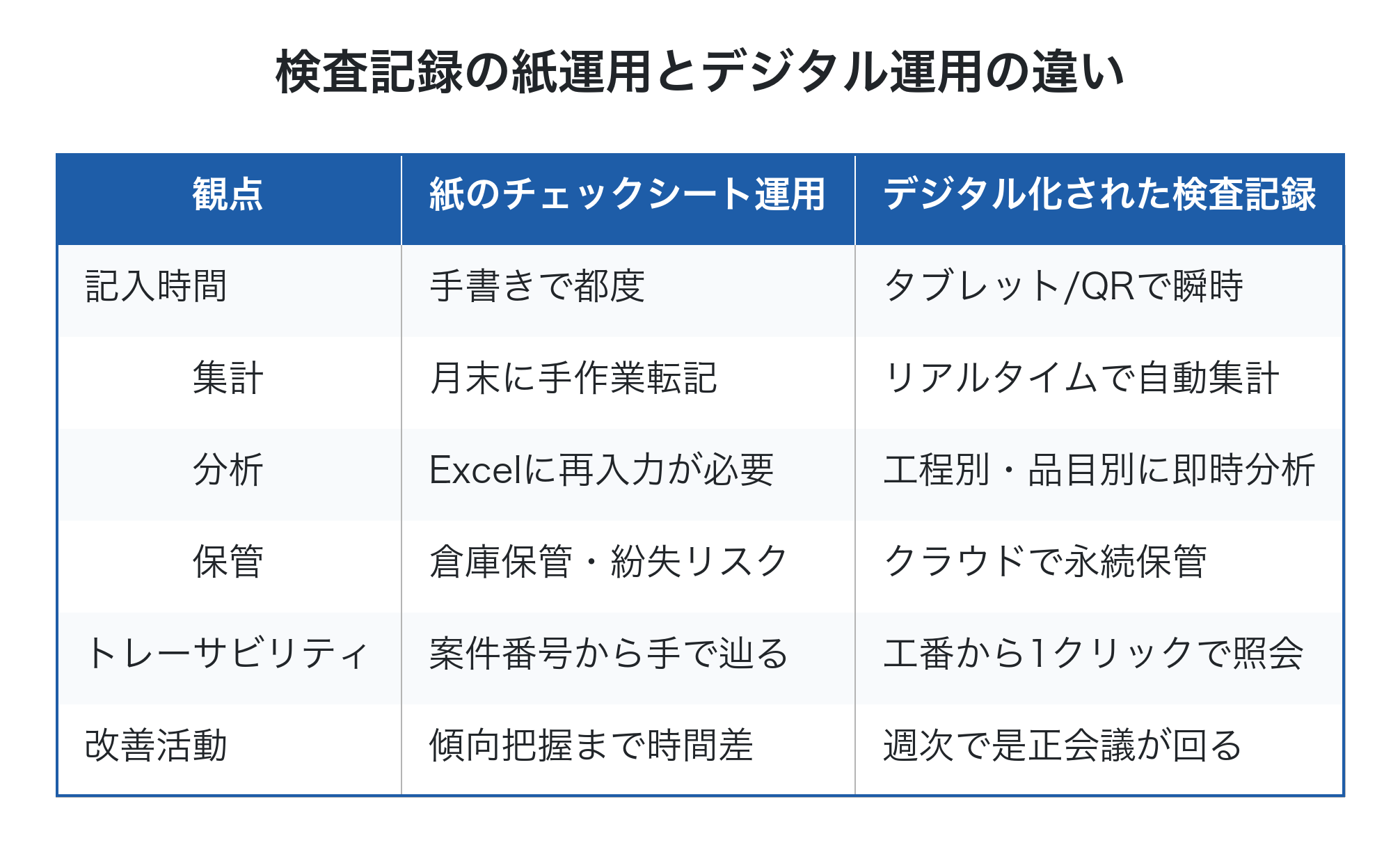
紙のチェックシートで運用している現場は多いですが、紙には3つの限界があります。
第一に、集計に時間がかかります。月次で不良率を集計しようとすると、紙を一枚ずつ転記する工数が発生し、集計が出る頃には鮮度を失っています。
第二に、検索性が低い問題です。「先月のA社向け案件の検査記録を見たい」と思っても、ファイルから探すのに時間がかかります。
第三に、改善に活かしにくい点です。工程別・作業者別・品目別の不良傾向が見えにくく、是正処置の効果検証も曖昧になります。
デジタル化のアプローチは、いきなり全工程を一気にやる必要はありません。次の順で段階的に進めるのが現実的です。
第1段階: 重要管理項目だけタブレットで入力。測定値・判定・作業者・時刻を記録する
第2段階: 工番(案件番号)に検査記録を紐付け、案件単位でトレース可能にする
第3段階: 不良データを工程別・品目別に集計し、是正会議で活用する
第4段階: 検査データと作業実績・原価データを結合し、品質コストを案件別に把握する
特に第2段階の「工番への紐付け」が肝心です。検査記録が案件番号と結びついていれば、顧客からクレームが入った時に、その案件のどの工程で・誰が・いつ・どんな数値で検査したかを即座に呼び出せます。工番管理の考え方を品質管理にも応用するイメージです。
仕組みが定着しない3つの落とし穴
仕組みを作っても、定着しないケースには共通のパターンがあります。
①「現場が忙しいから後で記入する」が常態化する
作業の合間ではなく作業手順の一部として組み込むこと。タブレット入力なら30秒で済む設計にする。
②不良が出ても叱責だけで終わる
不良の発生は仕組み改善のチャンスです。作業者個人を責めるのではなく、「なぜその不良が発生したか」「どうすれば防げるか」を是正処置として残します。
③検査記録が経営に活用されない
記録は集計し、月次・週次で「不良率の推移」「品目別の不良コスト」を経営者と現場が共有する場を設けます。記録が経営判断に使われていることが分かれば、現場の記入精度も上がります。
不適合品削減の取り組みや品質クレームの再発防止と組み合わせて運用することで、品質管理が単なる「検査強化」から「組織の知恵を蓄積する仕組み」へと進化していきます。
Factory Advanceで検査記録と工番を一元管理する
クラウド型生産管理システム「Factory Advance」では、工番(案件番号)に対して作業実績・工程進捗・原価データを紐付けて管理できます。検査記録についても、案件単位で「いつ・どの工程で・誰が・どんな結果だったか」を残せる設計です。
個別受注・多品種少量生産の現場では、品質クレームが発生した際に「あの案件の検査履歴を出してほしい」と顧客から問い合わせが来ることが多くあります。紙のファイルから探す代わりに、工番から1クリックで検査記録を呼び出せる状態にしておくことで、顧客対応スピードと信頼性が高まります。
加えて、検査記録と作業実績・原価データが結合されていれば、「不良が多発している品目は、原価レポート上も赤字傾向にある」といった経営課題の可視化につながります。検査は単なる品質保証活動ではなく、利益構造を見える化する重要なデータ源です。
検査記録のデジタル化を含めた品質管理の仕組み作りについて詳しく知りたい方は、Factory Advance公式サイトやシステム詳細資料をご覧ください。
まとめ
工程内検査と自主検査は、完成検査だけでは止められない不良流出を未然に防ぐための両輪です。仕組み化のポイントは、(1)QC工程表で重要管理項目を絞り込む、(2)検査基準を誰が見ても同じ判定ができる状態に標準化する、(3)検査タイミングを作業手順の一部として明文化する、(4)記録を工番に紐付けてデジタル化する、(5)是正と再発防止のループを設計する、の5つです。
完成検査だけに依存していた工場が、工程内検査と自主検査を仕組みとして組み込めれば、手戻りコスト・廃棄ロス・納期遅延が減り、結果として案件別の利益率が改善します。品質管理は「コスト」ではなく「収益改善の起点」として位置付け直すことが、利益体質に直結します。
参考文献
投稿者プロフィール

-
株式会社イーポート 代表取締役
■ ITコーディネーター
■ キャッシュフローコーチ®
■ JRCA認定ISMS審査員補
■ 東京都中小企業向け
デジタル技術導入促進ナビゲーター
■ 中小企業庁「みらデジ」デジタル化支援者
兵庫県出身。大学卒業後、外資系コンピューターメーカーを経て2008年に会社設立。業務用システムの受託開発及び中小製造業向けのパッケージの開発・販売を行う。
最新の投稿
- 2026年5月27日製造業の多能工化、正しい進め方とは?属人化を解消し「儲かる工場」に変える5ステップ
- 2026年5月27日製造業の7つのムダ削減で利益が出ない理由|撲滅すべき「8番目のムダ」とは
- 2026年5月26日品質クレームはなぜ繰り返す?製造業の再発防止を阻む「見えない赤字」の正体と対策
- 2026年5月26日製造業のカイゼン提案が活性化しない3つの罠|「儲かる改善」に変える収益管理術