中小製造業の予知保全 始め方|振動温度監視
「主力機械が突然止まり、納期遅延と緊急修理費で大きな損失が出た」。多くの中小製造業がこうした経験を持ちながら、保全はいまだに「壊れたら直す」事後保全のままです。一方で、振動センサーや温度センサーが安価になり、データに基づいて故障の兆候を捉える予知保全は、20名規模の町工場でも手の届く取り組みになりつつあります。本記事では、何から始めればよいのか、どこに投資すべきかを、具体的な数値と手順で整理します。
目次
設備の突発故障が中小製造業の利益を削っている現状
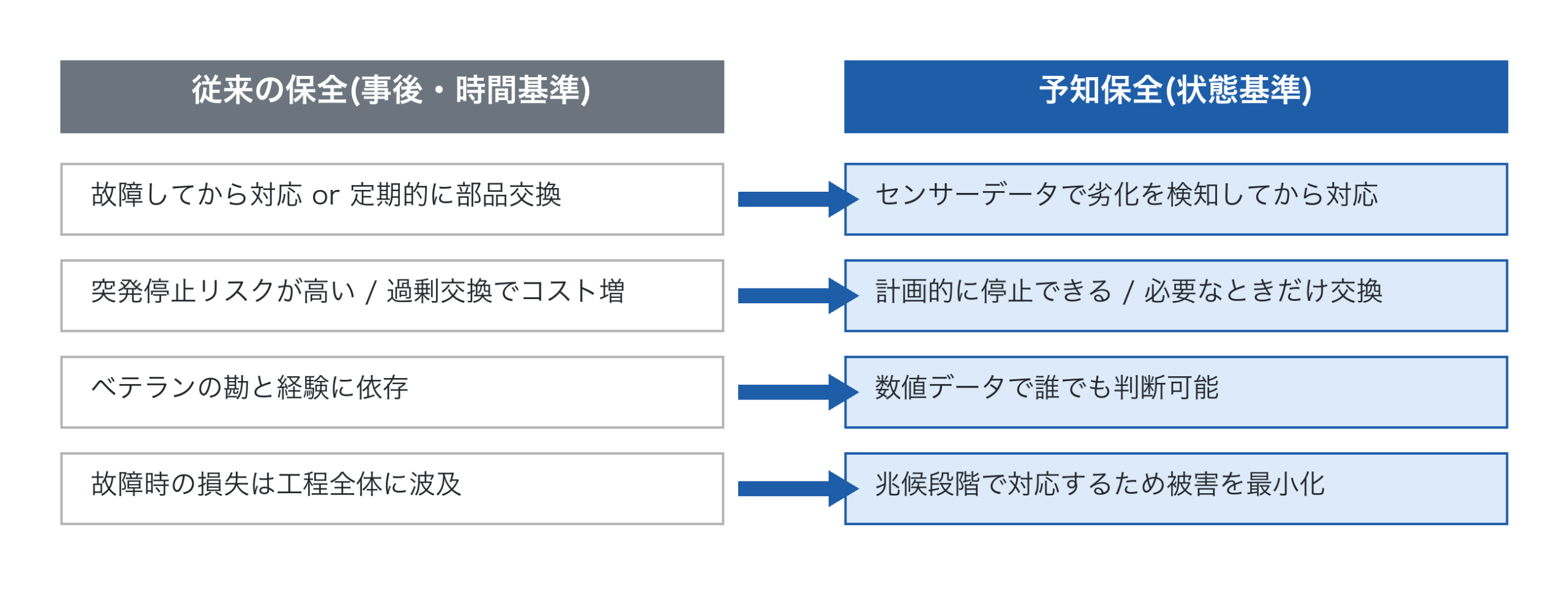
中小製造業の設備保全は、長らく「事後保全(壊れてから直す)」と「時間基準保全(決まった周期で部品交換)」の2軸で運営されてきました。しかしどちらにも明確な弱点があります。
事後保全は、計画停止ではないため緊急対応の人件費・特急部品調達費・納期遅延による信用低下が発生します。専用機械や老朽設備を抱える工場ほど、ひとたび故障が起きると工程全体が止まり、波及損失が見積もり以上に膨らみます。
時間基準保全は安全側に倒した運用ですが、まだ使える部品まで交換するため過剰コストになりがちです。逆に、想定外の使用条件で寿命前に故障することも防げません。
2025年版ものづくり白書でも、設備の老朽化と保全人材の高齢化は中小製造業の構造課題として繰り返し指摘されています。ベテランが「音が変わった」「振動が大きい」と気づいて未然に防いでいた判断を、データで補完する仕組みが必要になっています。
予知保全で何が変わるのか — スループット視点で考える
予知保全のメリットを「修理費が減る」だけで捉えると、投資判断を誤ります。中小製造業にとって本当に重要なのは、付加価値(スループット = 売上 − 材料費 − 外注費)が増えるかどうかです。
たとえばボトルネック工程の設備が1日止まると、その日に予定していた案件の出荷が遅れます。ボトルネックで失われた1時間は工場全体で1時間の付加価値損失に直結するため、損失額は単純な修理費ではなく「その日に稼げたはずの粗利」で測る必要があります。
仮にボトルネック工程の時間あたり付加価値が8,000円だとすると、突発故障で8時間止まれば6.4万円の機会損失。年に3回起これば約20万円の損失です。これに緊急修理費や残業代を加えると、年間50〜100万円の隠れた損失になっているケースは珍しくありません。
予知保全はこの「ボトルネックでの突発停止」を減らすことに最大の価値があります。逆に、ボトルネックでない工程の保全強化は付加価値増には直結しにくいため、投資の優先順位は明確に決まります。
何から始めるか — 振動・温度を起点にしたスモールスタート
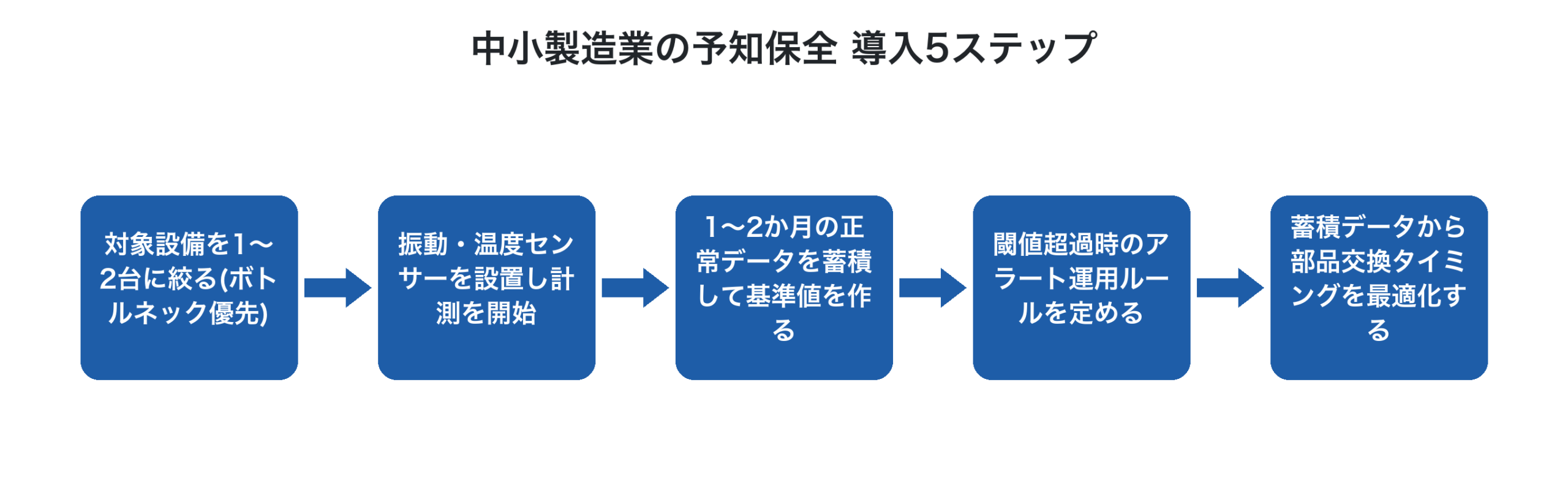
予知保全と聞くと大規模な投資を想像しがちですが、中小製造業が始めるべきは「対象設備を絞った振動・温度監視」です。
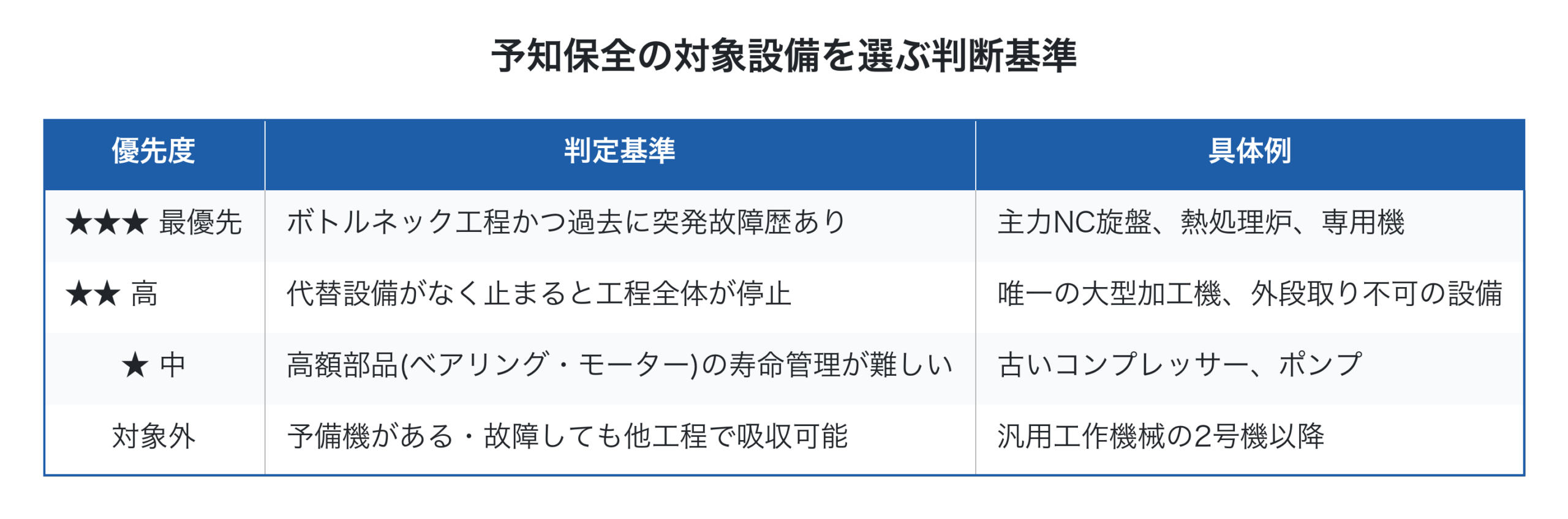
Step1: 監視対象設備を1〜2台に絞る
すべての設備を一斉にIoT化するのは現実的ではありません。次の基準で対象を絞ります。
Step2: 振動と温度のセンサーで状態を取る
回転体(モーター・ベアリング・ポンプ・主軸)を持つ設備では、振動と温度の変化が劣化の最も早い兆候として現れます。
- 振動センサー: 加速度センサーで取得した波形をFFT解析し、ベアリング異常・アンバランス・芯ずれを検知
- 温度センサー: モーター表面や軸受部に取り付け、平常時との差分で異常加熱を検知
- 電流センサー: 制御盤に後付けで設置でき、負荷変動から異常を捉える
近年は1台あたり数万円〜十数万円のワイヤレス振動センサーが入手可能で、スマートフォンやPCで波形を確認できる製品も増えています。初期投資は1設備あたり10〜30万円程度から始められる現実的なレンジに収まります。
Step3: 1〜2か月の「正常データ」を取る
センサーを付けてすぐ異常検知ができるわけではありません。最低でも1〜2か月、平常運転時のデータを蓄積して「この設備にとっての正常範囲」を把握します。
このときに重要なのは、稼働状態(加工中・アイドル・段取り中)、加工条件(主軸回転数・送り)を併記すること。加工条件が変われば振動値も変わるため、条件抜きで「閾値○○以上で警報」と決めると誤報だらけになります。
Step4: アラートと対応ルールを決める
データを取るだけでは予知保全になりません。「振動値が基準の1.5倍を超えたら担当者に通知 → 翌週末の計画停止で点検 → 部品手配」といった対応フローを決めて初めて意味を持ちます。
通知はメール・LINE・専用アプリなど、現場が確実に気づく手段を選びます。「気づいたら誰が判断するか」「どの段階で部品発注するか」を事前に決めておくことで、属人的な対応から脱却できます。
Step5: 蓄積データを部品交換タイミングと見積に反映する
1年以上データが蓄積すると、「この設備のベアリングは振動値が○○を超えてから平均△か月で故障する」といった経験則が定量化されます。これにより時間基準保全の周期も見直せ、過剰交換が減ります。
さらに重要なのは、得られた稼働実績データを設備費チャージレートの根拠に使えることです。年間操業時間と稼働率が実測値で把握できれば、見積の信頼性が大きく向上します。
投資判断は「会社全体で考える」 — 個別ROIで判断しない
センサー1台あたり10〜30万円という投資を、その設備単体の修理費削減効果だけで判断するのは危険です。
ボトルネック工程に投資した場合、防げた突発停止1回が工場全体の付加価値増につながります。逆に、ボトルネックでない設備にいくらセンサーを付けても、ボトルネックがそのままなら工場全体の付加価値は増えません。
投資の判断軸を整理すると次の通りです。
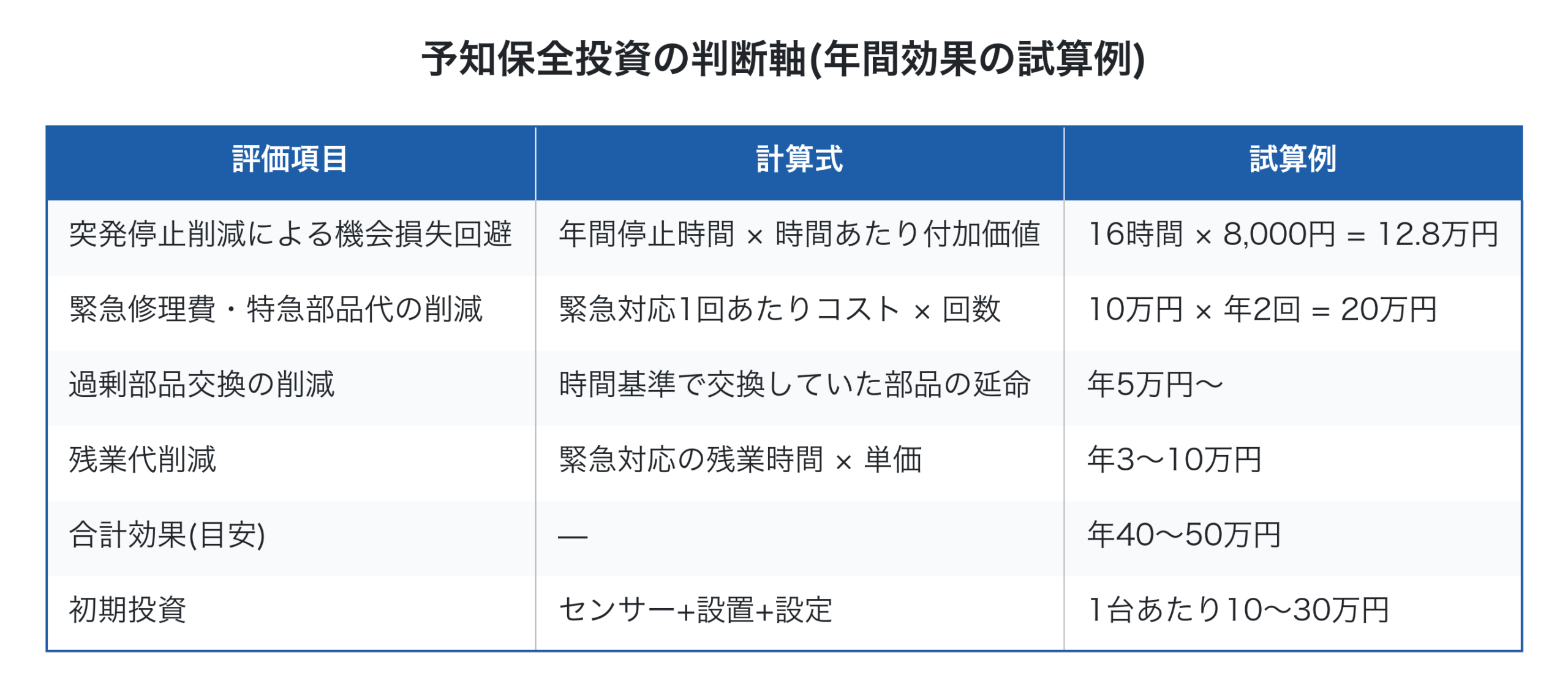
この試算はあくまで一例で、実際の効果は設備の重要度・稼働状況・現在の故障頻度に大きく左右されます。重要なのは「会社全体の付加価値がいくら増えるか」で投資判断を行うことです。
補助金とパートナー選びで導入ハードルを下げる
2026年時点では、中小製造業のIoT・デジタル化に対する補助金制度がいくつか整備されています。デジタル・AI導入補助金などを活用すれば、センサー機器・クラウド利用料・導入支援費の一部を補助対象にできる可能性があります。最新の公募要領は中小企業庁・経済産業省の公式情報で確認してください。
導入パートナーを選ぶ際は、センサーメーカーやITベンダー単独ではなく、現場の改善活動を伴走してくれる支援者(ITコーディネーター、中小企業診断士など)と組むことをおすすめします。データが取れても、それを保全業務や見積に反映する仕組みづくりまで踏み込まないと、投資効果は限定的になります。
予知保全で得られる稼働データは、生産管理システムと連携することでさらに価値が高まります。「いつ、どの設備で、何時間動いて、どの案件を作っていたか」を統合的に把握できれば、案件別の収益管理にもつながります。クラウド型生産管理システムFactory Advanceは、個別受注生産の中小製造業向けに、案件単位の見積・実績・収益を一元管理する仕組みを提供しています。IoTで取得した稼働実績を案件別収益と紐付けたい方は、システム詳細もご覧ください。
なお、関連する取り組みとしてIoT導入の効果とスモールスタートのメリット、製造業の設備稼働率を見える化|隠れ損失の発見、製造業の設備投資 判断基準|時間あたり付加価値で投資ROIを測る方法もあわせて参考にしてください。
まとめ
中小製造業の予知保全は、もはや大企業だけの取り組みではありません。振動・温度センサーが安価になり、ボトルネック工程の主力1〜2台に絞れば、現実的な投資額でスモールスタートできます。
押さえるべきポイントは次の3つです。
- 対象設備はボトルネック工程に絞る。会社全体の付加価値増に直結する設備を最優先する
- 1〜2か月の正常データを取り、稼働条件とセットで基準値を作る。閾値だけの運用は誤報を生む
- 投資判断は個別設備の修理費削減ではなく、工場全体のスループット増で評価する
事後保全のままでは、突発停止のたびに利益が削られ続けます。一方で、すべての設備に一斉投資するのも非合理的です。「最も止まってほしくない設備はどれか」を一度社内で議論することから、予知保全への第一歩を踏み出してみてください。
参考文献
- 2025年版ものづくり白書(経済産業省)
- 中小規模製造業者の製造分野におけるDX推進のためのガイド(IPA)
- 本間峰一『誰も教えてくれない「工場の損益管理」の本質』日刊工業新聞社
- 一倉定『一倉定の社長学シリーズ⑤ 増収増益戦略』日本経営合理化協会出版局
投稿者プロフィール

-
株式会社イーポート 代表取締役
■ ITコーディネーター
■ キャッシュフローコーチ®
■ JRCA認定ISMS審査員補
■ 東京都中小企業向け
デジタル技術導入促進ナビゲーター
■ 中小企業庁「みらデジ」デジタル化支援者
兵庫県出身。大学卒業後、外資系コンピューターメーカーを経て2008年に会社設立。業務用システムの受託開発及び中小製造業向けのパッケージの開発・販売を行う。
最新の投稿
- 2026年5月27日製造業の多能工化、正しい進め方とは?属人化を解消し「儲かる工場」に変える5ステップ
- 2026年5月27日製造業の7つのムダ削減で利益が出ない理由|撲滅すべき「8番目のムダ」とは
- 2026年5月26日品質クレームはなぜ繰り返す?製造業の再発防止を阻む「見えない赤字」の正体と対策
- 2026年5月26日製造業のカイゼン提案が活性化しない3つの罠|「儲かる改善」に変える収益管理術