製造業の手戻り対策|追加請求を漏らさない記録術
「図面の解釈が違っていた」「あとから寸法を変えてほしいと言われた」。個別受注生産の現場では、こうした手戻りや仕様変更が日常的に発生します。問題は、その追加コストを自社で吸収してしまい、案件の利益が消えるどころか赤字に転落することです。本記事では、顧客との認識齟齬を防ぎ、仕様変更を工番に紐付けて記録し、適正な追加請求につなげる体制づくりを、中小製造業の実情に即して解説します。
目次
なぜ手戻りと仕様変更が利益を蝕むのか
個別受注生産・多品種少量生産では、案件ごとに仕様が異なります。打ち合わせは口頭やメール、図面のやり取りはPDFや紙という現場が多く、「言った・言わない」の認識齟齬が起きやすい構造になっています。
中小企業庁の調査によれば、原材料費の価格転嫁率は約80%まで進む一方、労務費の転嫁率は約30%にとどまり、特に「追加作業に伴う工数」は請求できていない中小製造業が多いと指摘されています。つまり、材料は転嫁できても、手戻りで増えた人件費・設備稼働時間は飲み込まれているのです。
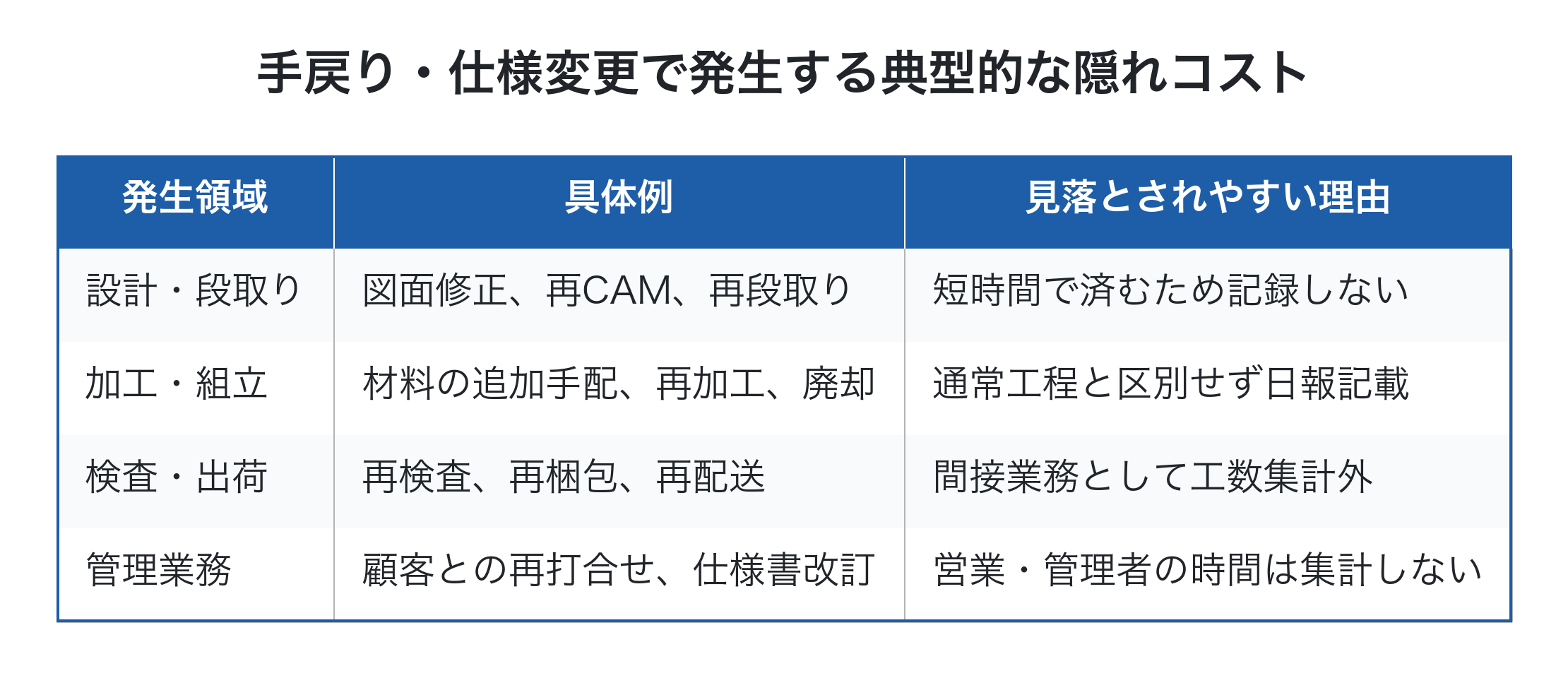
これらは1件あたり数千〜数万円の積み重ねですが、年間で見ると数百万円単位の利益漏洩になります。問題なのは、追加請求すべきかどうか判断する材料(=記録)が、そもそも残っていないことです。
認識齟齬はどこで起きるのか
手戻りの原因をたどると、ほとんどが「受注時点での仕様確定の曖昧さ」と「仕様変更時の合意プロセスの欠如」の二つに集約されます。
受注時点での曖昧さ
- 図面に公差が記載されていない、または「現合」「現物合わせ」の指示
- 表面処理や材質の指定が口頭のみ
- 数量変動や納期短縮の条件が見積書に明記されていない
仕様変更時の合意プロセスの欠如
- 顧客の担当者からメールや電話で「ちょっと変更したい」と来る
- 営業がその場で「対応します」と返事をしてしまう
- 現場には変更指示だけが伝わり、追加費用の話は宙に浮く
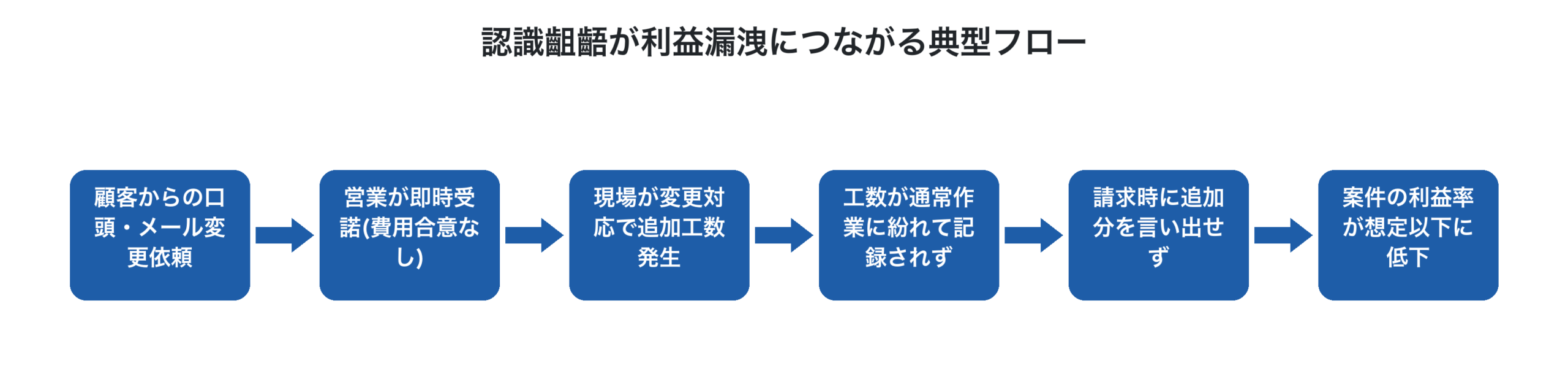
このフローを断ち切るには、「変更の発生を必ず記録する仕組み」と「追加費用を伝える社内ルール」の両輪が必要です。
手戻り対策の3つのポイント
ポイント1:受注時に「変更時の取り扱い」を明文化する
見積書・注文請書の段階で、「仕様変更が発生した場合は別途協議の上、追加費用を請求する」旨を一文入れておきます。これは中小企業庁の価格交渉ハンドブックでも、見積段階で「価格調整の可能性」を明記することが推奨されています。営業現場では「言いにくい」と感じる場面ですが、書面で先に合意しておくことで、後の交渉が圧倒的にスムーズになります。
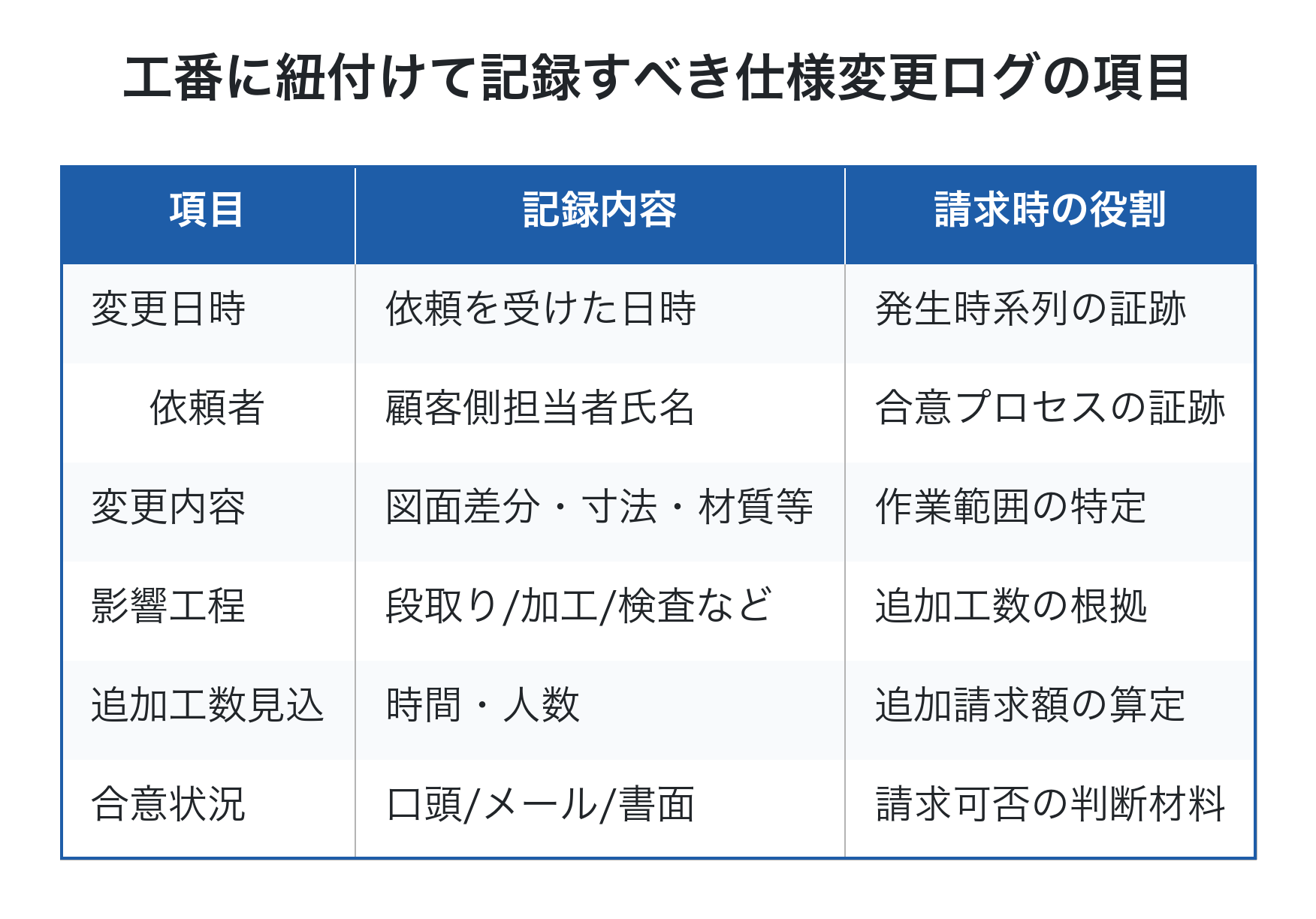
ポイント2:仕様変更を工番に紐付けて記録する
最も重要なのが、変更の発生をその場で工番に記録することです。工番(案件番号)単位で「いつ・誰から・何を・どう変更したか」を残せば、後日の請求根拠になります。
紙やExcelでも記録自体は可能ですが、案件ごとのファイルに散在すると集計できません。工番管理を電子化し、現場のタブレットやスマホから登録できる仕組みがあると、記録の抜け漏れが激減します。詳しくは工番管理システムとは?案件別の原価・利益を見える化する方法で解説しています。
ポイント3:追加請求のルールを社内で標準化する
記録があっても、「いくら請求するか」のルールが曖昧だと現場任せになります。労務費チャージレートと設備費チャージレートを事前に算出しておき、「追加工数 × チャージレート + 材料費」で機械的に算出できる状態にしておきます。
チャージレートの基本計算式は次のとおりです。
- 労務費チャージレート=直接工の年間総支給額 ÷ (年間就業時間 × 稼働率)
- 設備費チャージレート=設備の年間費用 ÷ (年間操業時間 × 稼働率)
例えば労務費レートが2,500円/時間、設備費レートが1,500円/時間の場合、手戻りで4時間の再加工が発生したなら、(2,500+1,500)×4=16,000円が最低限の追加請求額の目安になります。ここに材料費・間接費・利益を上乗せして請求書に反映します。
「会社全体で考える」視点も忘れずに
ここで一つ補足したいのは、手戻りや仕様変更を「すべて顧客に転嫁すべき」という単純な話ではないということです。一倉定氏が説く「会社全体で考える」原則に立てば、長期取引のある重要顧客に対して、軽微な変更を一律請求することが必ずしも全社の付加価値最大化につながるとは限りません。
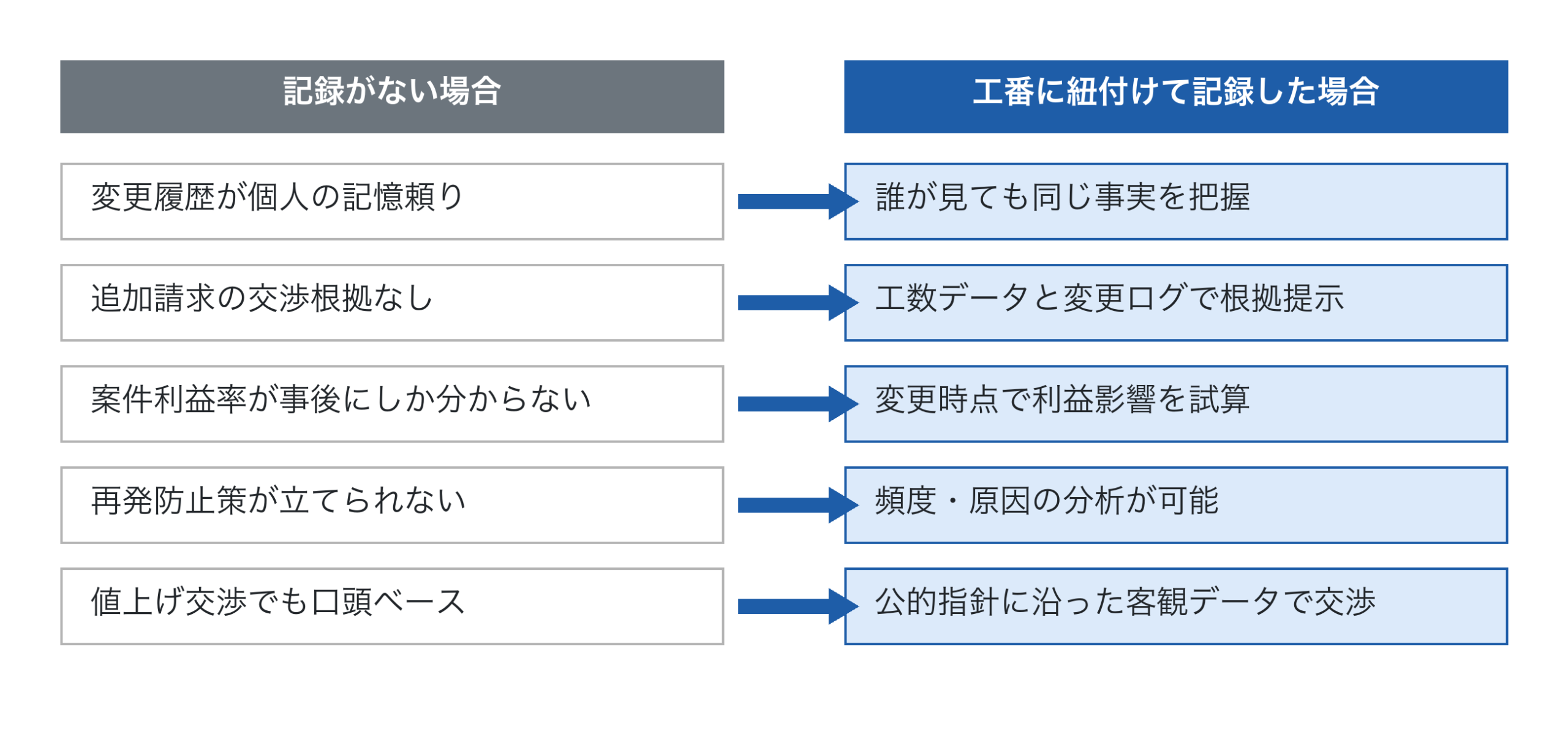
判断のポイントは、案件単位の損益だけでなく、年間・顧客単位・工場全体のスループット(売上−材料費−外注費)で見ることです。記録を残すことの本質は「請求するかしないかを経営者が選べる状態を作る」ことであり、記録がなければ選ぶことすらできません。
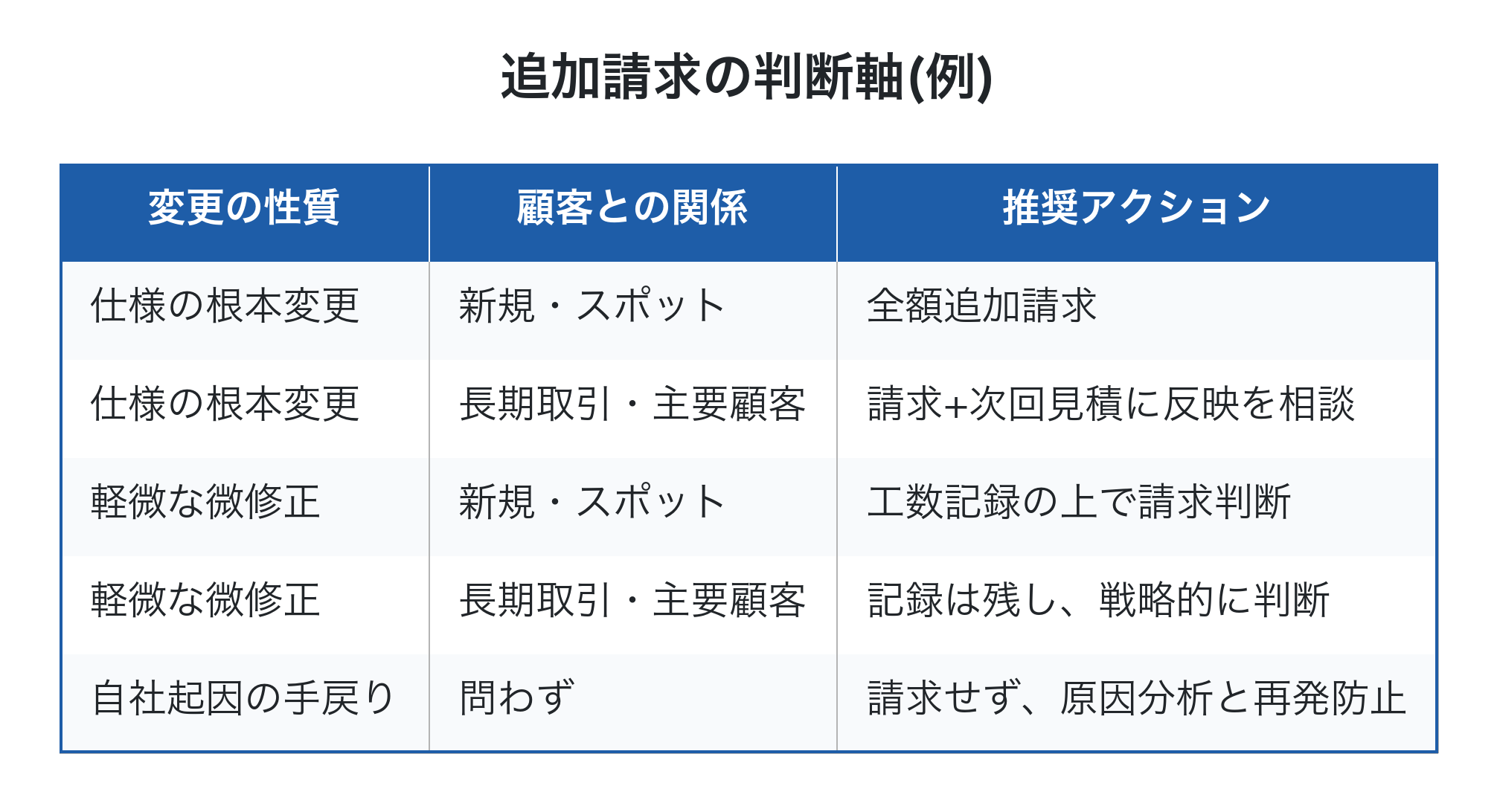
自社起因の手戻り(図面読み違え、段取りミス等)は請求対象外ですが、これも記録することで再発防止のデータとなり、長期的には見積精度の向上に直結します。
体制づくりは「現場が記録しやすい仕組み」から
理屈は理解できても、現場が記録してくれなければ意味がありません。実装にあたっては次の順序が現実的です。
- 工番管理のルール統一(案件番号の付番ルール・命名規則)
- 仕様変更ログのフォーマット策定(上記表の項目)
- 現場での入力手段の準備(タブレット・スマホ・QRコード)
- 営業・現場・管理の連携フロー設計(誰が承認するか)
- 月次での集計・レビュー(顧客別の手戻り発生率)
紙やExcelからの移行は段階的でかまいません。重要なのは「すべての変更が必ず工番に紐付く」状態を作ることです。関連する取り組みとして製造業の予実管理の仕組み作りや製造業のリアルタイム原価管理もあわせて検討すると、変更データが経営判断の材料へと進化します。
Factory Advance による仕様変更管理と追加請求の実現
クラウド型生産管理システム「Factory Advance」は、個別受注生産型の中小製造業向けに、見積・受注・工程・実績・収益を案件(工番)単位で一気通貫に管理できる仕組みを提供しています。仕様変更が発生した際には、変更内容と影響工程・追加工数を該当工番に直接記録でき、見積試算 → 実績登録 → 差異分析 → 改善という収益向上サイクルを回しながら、追加請求の根拠データを自動的に蓄積できます。
紙やExcel中心で運用していて、案件別利益が見えていない20名以下の町工場では、特に「時間あたり付加価値の向上」に寄与する設計です。導入の詳細はFactory Advance 公式サイト、またはシステム詳細資料をご覧ください。
まとめ
手戻りや仕様変更そのものをゼロにすることは、個別受注生産の宿命上ほぼ不可能です。しかし、「すべての変更を工番に紐付けて記録する」体制さえあれば、追加請求の判断材料も、再発防止のデータも、値上げ交渉の根拠も、すべて手に入ります。
まずは見積書への一文追加、仕様変更ログのフォーマット策定、そしてチャージレートの算出という3つから始めてみてください。記録の積み重ねが、いずれ会社全体の利益体質を変えていきます。
参考文献
- 中小企業・小規模事業者の価格交渉ハンドブック(改訂版)
- 2025年版ものづくり白書(経済産業省)
- Factory Advance『利益を最大化する!中小製造業向け 収益管理実践ガイド』(株式会社イーポート)
- 一倉定『一倉定の社長学シリーズ⑤ 増収増益戦略』日本経営合理化協会出版局
投稿者プロフィール

-
株式会社イーポート 代表取締役
■ ITコーディネーター
■ キャッシュフローコーチ®
■ JRCA認定ISMS審査員補
■ 東京都中小企業向け
デジタル技術導入促進ナビゲーター
■ 中小企業庁「みらデジ」デジタル化支援者
兵庫県出身。大学卒業後、外資系コンピューターメーカーを経て2008年に会社設立。業務用システムの受託開発及び中小製造業向けのパッケージの開発・販売を行う。
最新の投稿
- 2026年5月27日製造業の多能工化、正しい進め方とは?属人化を解消し「儲かる工場」に変える5ステップ
- 2026年5月27日製造業の7つのムダ削減で利益が出ない理由|撲滅すべき「8番目のムダ」とは
- 2026年5月26日品質クレームはなぜ繰り返す?製造業の再発防止を阻む「見えない赤字」の正体と対策
- 2026年5月26日製造業のカイゼン提案が活性化しない3つの罠|「儲かる改善」に変える収益管理術